0 0
Read Time:1 Minute, 45 Second
When working on a homemade device, you may have a bearing that is smaller in diameter than the existing socket or support. A transition housing will help to get out of this situation, which will compensate for the discrepancy between the actual sizes of the interacting elements. To implement the upcoming idea, you need to have some experience working with metal, completely simple, accessible and inexpensive materials, as well as quite standard equipment and tools. Of course, we must not forget about personal protective equipment: glasses, gloves, etc.
How to make a bearing housing without a lathe
In this review, the author shows how to make a bearing housing from scrap metal. Moreover, in this case you can do without a lathe.
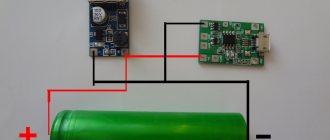
To make the bearing housing you will need a metal corner 32*32 mm, a metal strip 5 mm thick and 19 mm wide.
The author also uses a piece of steel pipe with an outer diameter of 60 mm (internal - 54 mm) and a steel washer with an internal diameter of 31 mm (external - 55 mm).
Examples of drawings with a brief description
High-quality and durable shafts are made on a lathe from high-quality structural steel.
Below is an assembly drawing of a shaft for a closed type circular saw. Its technical features allow the shaft to be used on circular saws of both household and professional classes.
In addition, using a lathe and milling machine, you can independently make a shaft with jointing knives, the assembly drawing of which is shown in the image below.
Main stages of work
First of all, you need to cut a piece of a suitable width from the pipe and clean the edges of the cut with a grinder to remove any burrs that have formed.
Then you need to make a slot in it - using the same grinder with a cutting wheel or on a band saw.
At the next stage, using a hammer and a bench vice, the master reduces the diameter of the holder to the required size and welds the edges together.
After this, we press the bearing into the housing and weld a metal washer to one of its sides.
Next, cut off a piece of strip and two pieces of corner. We weld them to the race with the bearing.
For details on how to make a bearing housing without a lathe, see the video below.
Source
Let's look at what the design of a bearing puller is
A bearing puller is a device, usually made of steel, consisting of several claws and a metal rod. This type of tool is used to firmly grip the bearing in order to remove it. The bearing removal process occurs due to tightening force. The ease of operation of the puller and the absence of the risk of injury depend on the quality of the design. Types of mechanical pullers:
- Pullers with two gripping arms.
- Pullers with three gripping arms.
- Internal pullers.
Pullers with two gripping arms are a fairly simple and reliable mechanism. Made from high strength steel alloys. Allows you to easily control the work process.
Pullers with three claws are the same pullers with two claws, but improved. As a rule, they are made of hard alloy tool steel.
Internal pullers are used to remove coupling shafts when the part is firmly attached to the structure.
There is also another unofficial type of puller - this is a special one. As a rule, it is used to remove generators, cylinders, and motors. These pullers are exclusive, made to your specific dimensions. This is the main advantage of such a product; you can be sure that the puller one hundred percent fulfills its promises.
Today we will look at how to make a reliable and, most importantly, simple puller that will help you out in difficult times. For this we need:
- A piece of thick pipe.
- Steel plate.
- Nut, bolt.
- Dye.
- Kernel.
- Welding machine.
- Bulgarian.
- Drill.
- Lathe.
- Sanding disc.
Installation of bearings: how to properly install and secure parts, installation diagrams
In the mechanisms that people use in everyday life, you can often find such a part as a bearing. They are found in systems of both household and industrial appliances. The bearing housing is part of the workpiece assembly. It comes in different shapes, varieties and sizes. To better understand its structure, it is necessary to study the bearing housing. Self-repair of many types of equipment will become clearer and more effective. If desired, you can create bearing housings yourself.
general characteristics
The bearing housing is a special part. It is usually made of cast iron or other alloys. A bearing housing is used to seat the main shaft on the main platform. It secures the part tightly.
The housing and the bearing itself - rolling, sliding and other varieties - together create a unit. It is easy to find in the equipment and technology of enterprises in all industrial sectors.
Since quite a few types of the presented parts have been developed, there are even more cases for them. Moreover, manufacturers are ready to produce both standard configuration products and housings for specially shaped bearings. In the latter case, an individual drawing is created, on the basis of which the master produces the required part. This makes it possible to ensure that the unit complies with existing production conditions.
Modern bearing housings
Today, the manufacturing process allows the mechanism to be manufactured with some additional part or as a separate product. The housings differ in the bearing mounting system inside the housing; for example, it can be mounted on legs. It depends on the type of part.
Housings for rolling, sliding and other types of bearings are made from high-quality materials. It can be cast iron, pressed or stamped steel, synthetic rubber.
In the modern market of bearing units, imported mechanism elements predominate. Their popularity is explained by the increasing number of different foreign equipment. During operation, it requires bearing units of a certain type, which our production does not produce.
How to install rolling bearings
This type of element includes quite a few varieties of parts, the installation of which differs in the sequence of actions and methodology. Here are some of them:
- Radial roller rollers, having one removable ring without sides and an inner race with rollers, are installed separately. If there are both elements of this type on the shaft, install an additional support part, which will securely fix and prevent play along the axis. Single-shank ones are mounted sideways in order to secure the shaft.
- Before installing the needle bearing, first coat the shaft with grease. If there is no inner ring, fill the outer race with lubricant, install the needle components, insert the mounting sleeve, observing the fit gap, which can be from 0.1 to 0.2 mm, and then carefully insert it into the seat, checking the fixation. During installation, the working surfaces are the outer part of the shaft and the inner bushing. Lateral stops serve as various parts with ring configurations on mating components. This type of p/sh does not have separators; the fit of the components prevents distortion during operation.
- When installing a washing machine bearing, you should follow the manufacturer’s recommendations and the step-by-step disassembly scheme for household appliances. Traditionally, all front-loading washing machines have two p/sh installed in the tank body, to replace which you will need to dismantle the top and side panels, the motor and the pipe system.
How to prepare bearings for installation
The elements are installed in dry rooms without excessive humidity, pollution and dust. It is undesirable to carry out fastening near metal-cutting machines, the operation of which is associated with the appearance of chips and splashes of cooling emulsion.
If it is necessary to assemble the unit in an unprotected area of the workshop space, measures should be taken to prevent foreign matter and liquid from entering the ball bearings and seats. It is effective to use foil or technical paper impregnated with oil or paraffin.
The main rules that must be followed before putting on and securing a bearing to a shaft or pipe:
- Before carrying out work, you should prepare in advance all the required components, tools, accessories, consumables and technical documentation;
- Carry out a thorough check for contamination and defects in housing parts, shafts, seals and other components. Pay special attention to threaded channels, holes and recesses, which can become a concentration of old lubricant or metal shavings remaining after grooving;
- Thoroughly study the drawings to determine the order of actions for preparing the seats before pressing or seating the bearing on the shaft;
- In cast body elements that have not been subjected to pre-machining, remove the remains of the molding compound, nicks and other defects;
- Carefully check compliance with the specified parameters in the documentation of all parts of the assembly assembly. The required functionality is possible only if all tolerances established by technical standards are observed. Use ring gauges, special measuring tools and sine rulers, recording all data in a journal.
Parameter control must be carried out at a positive temperature. If large-sized elements were in an unheated warehouse, keep them in a warm room for several hours before starting all work.
Case types
There is a certain classification of bearing housings. Each type differs in its purpose, mounting method, configuration and size. The following varieties are standard today:
- stationary solid;
- stationary detachable;
- flanged.
The one-piece stationary type of case is made of pure nickel, which makes it more rigid and simpler. The axial fit of bearings in the housing has a complex axial type of installation. Therefore, this variety is used in low-speed mechanisms that have a small shaft diameter.
The detachable stationary housing is made of gray cast iron. It consists of a lid and a base. These body elements are connected with bolts. This design makes it easy to change the bearing when it wears out, make a secondary bore of the liner, and also adjust the gap. This is a common type of housing in mechanical engineering.
The flanged body is similar to the previous type. It consists of a base and a cover connected by bolts. It is used for very demanding parts. It serves as a support for both the end and through shafts.
Radial assembly
With this installation method, the shaft, on which the bearing is installed with full fixation in advance, is installed in the lower part of the housing with a detachable structure. After this, the upper part of the housing is installed. To fix the support in the housing seat, shoulders are used. In such cases, different schemes for performing support landings can be used, with and without interference. Most often, the choice in favor of a radial assembly is made if the installation is carried out with gaps, transitional fits, or with slight interference. With a large interference, the method cannot be called optimal, since it is important to ensure alignment of the connector planes and the center of the support unit. Also in this case, there is a risk of over-tightening the bearing, mistakenly moving the parting plane.
Installation of sliding assemblies
Such parts can be one-piece or detachable. The installation features primarily depend on what type of product is planned to be replaced. If we are talking about the first group, the bearings are first pressed onto the shaft and secured in the housing. This can be done not only using special pressing equipment, but also manually. In this case, the step-by-step instructions look like this:
- • The sleeve fits onto a mandrel that is centered in the hole.
- • Using a hammer, the structure is carefully inserted into the seating slot. It is important to avoid distortions.
- • The already pressed bushing is secured with special stoppers.
If you press the bearing onto the shaft correctly, you can achieve high wear resistance from the nodal support. The external condition of the element used is important. If there are scratches, chips and other damage on it before starting work, it is better to replace the part. When receiving a strong load, the damaged element will continue to collapse. A small abrasion can quickly become a serious problem. Especially if there are accompanying problems with lubrication or incorrect installation.
Detachable structures are installed separately in the base and cover of the mechanism. This leaves a small gap allowing normal operation. An important feature is the need to adjust this type of nodal supports, regardless of whether the replacement is made in a home workshop or in mass production. Moreover, this is already accomplished during the initial inspection. Correct installation is assessed by how freely the part slides in the structure.
Features of operation
The bearing housing must provide the entire assembly with the required operating parameters. It operates under heavy loads and should not create an increased noise level. Extreme operating conditions of the unit should not reduce the durability of the housing and the entire mechanism.
Depending on the purpose, there are a large number of types of structures. Each manufacturer labels them differently. You can highlight the most popular manufacturing companies.
The housing has a spherical shape for installing the bearing itself. This allows the elements of the mechanism to be installed independently. Oil-repellent ring-shaped rubber seals are installed between the bearing and the housing.
Rules for installing roller assemblies
Roller bearings are often used to minimize the friction force during operation of the mechanism. They are durable and efficient, and therefore are often installed in complex technical structures, such as industrial machines. But to achieve a productive result, you must follow certain rules.
It is better to carry out the process using a hydraulic or manual press so as not to damage the parts. There are other recommendations:
- • To begin with, the seats are coated with a special lubricant. Its layer should be thin, but sufficient to freely accommodate the unit.
- • Depending on the specific type of support and the actual design of the mechanism, the installation side is determined.
- • Next, the mounting cup with stop is aligned with the roller bearing ring strictly along the axes.
- • Once compliance has been ensured, an initial test load is applied to see how smoothly the movement occurs.
- • If the result is satisfactory, final installation is carried out and the gap is adjusted.
- • At the last stage, all elements are fixed.
If you do not skip a single step in the process of installing the part, the subassembly will smoothly fall into place. Otherwise, distortions often occur. They interfere with wear resistance and lead to rapid breakdowns. You can check how successfully the work has been completed not only during the first test run, but also during a simple inspection of the product. Obvious problems will be immediately obvious, which means they must be eliminated immediately.
Tools you'll need
A range of mechanical tools have been developed to simplify the installation process. In particular, NSK offers the following products:
- The FTN333 mounting kit is an excellent option for installing small to medium diameter bearings (from 10 to 55 mm) using the cold fit method. This way you will complete this operation correctly and without any problems.
- Wrenches - available in standard and reinforced versions. Indispensable when installing locknuts. This is a simple and inexpensive means of mounting tapered seat bearings.
For the convenience of working with large diameter bearings, the company offers hydraulic equipment:
- Pullers, pushers and puller plates – provide large loads to maintain the recommended contact force between the part ring and the surface. They simplify the installation process and eliminate the possibility of errors during installation.
- Nuts – Using the offset method, they increase the accuracy and speed of installation of tapered bearing components. They have an anti-corrosion film, which means they have a long service life.
- Pumps - intended to be used together with nuts, pump oil and greatly simplify the operation.
Features of fastening to the body
There are several types of bearing fitment on the shaft in the unit housing. The most common of them today are the technologies described below.
One of the most common is a bearing in a housing on legs. It has the ability to lubricate and is involved in the creation of high-speed mechanisms. These could be fans, emergency energy saving systems, flywheels. Their distinctive feature is the ability to work at elevated temperatures.
The inner ring can also be secured to the shaft using set screws. There are cases whose inner ring has a conical hole. The part is secured in it using an adapter sleeve.
There are also cases in which the installed product is secured with a special eccentric ring.
SKF flanged bearing housings
SKF manufactures prefabricated sealed Y-type flange assemblies filled with lubricant. To compensate for shaft misalignment, the manufacturer installs radial single-row ball bearings, the outer rings of which are spherical.
Their bodies are made from:
- composite materials;
- stamped sheet steel;
- casting from cast iron (gray).
Cast iron housings have oilers, as well as channels intended for supplying lubricant. Stamped steel housings do not have such a lubrication supply system. The manufacturer supplies protective covers for the shaft ends. Cast iron housings are designed for increased loads. For lighter loads, the company produces stamped sheet housings available with oval, triangular and round flanges.
For the pharmaceutical, food and chemical industries, a special series of Y units are manufactured, enclosed in stainless steel housings.
Rules for installing roller bearings
During installation, the main force should be directed exclusively through the inner race when fitting onto the shaft and the outer one when pressed into the housing. It is unacceptable to carry out work that causes impact or other dynamic effects.
When attaching both to the shaft and to the housing structure, direct simultaneous force to both rings at the same time, avoiding distortion.
When installing parts using improvised tools, when it is not possible to use standard devices, impact forces must not be allowed to the surface of the separator; it is necessary to use a gasket that dampens the impact. You can use a bushing made of unhardened steel or copper alloy.
When installing ball bearings on a shaft with an interference fit, it is advisable to preheat the element using an induction device and then press it on with little force. The p/w side with the factory markings should be on the outside.
When working with large-sized elements, it is advisable to use specialized devices, for example, hydraulic spacers, which guarantee no damage to surfaces and increased productivity. This technique is recommended when installing p/w with an internal diameter of more than 150 mm.
Installation diagrams for angular contact bearings
O-shaped
This installation option is also called back-to-back, which means: the load distribution lines are directed towards the p/w axis. Using a similar technique, the same impact is perceived in both directions, each with a uniformly directed force.
Positive aspects are the ability of the bearing unit to absorb pulsed short-term loads and the guarantee of increased rigidity of the connection.
X-shaped
In parts mounted according to a similar scheme, which is also called face-to-face, the load distribution vector is directed towards the p/w axis, receiving impact in both directions.
With this installation method, the prefabricated assembly is less susceptible to moment forces.
Tandem
If it is impossible to withstand the existing axial and radial power and dynamic loads with one p/w, to ensure the necessary performance of the unit, the tandem installation method is used, in which the parts are mounted unidirectionally. Radial and axial force loads are distributed equally between the p/w.
The prefabricated unit can withstand the load only in a given direction, therefore, if there is a threat of acting force on the other side, it is recommended to additionally install another p/sh to compensate for the load.
Advantages of non-lubricated and lubricated housings
Today, manufacturers produce both lubricated and non-lubricated bearing housings. The bearing housing, the design of which is designed for standard re-lubricated units, contains a lubricator.
The advantages of housings that are not refilled with additional lubricant include savings on maintenance and compact design. There is no risk of oil leakage in such parts. This results in increased cleanliness of the part.
Re-lubricated housings are used at high temperatures and in dusty environments. If it is not possible to use a part with a lid, such a unit is used in conditions where it is splashed with water or other liquids.
If such a housing is not used regularly, the bearing will work properly. Such parts are used when the unit moves at an accelerated rate, under increased loads and the need to reduce noise during operation.
Features of mounting plain bearings
Elements of this type are in demand in many manufacturing industries, especially in cases where it is not possible to use rolling steel. The main distribution of the product was in the assembly of units with shafts:
- operating under the influence of high shock and vibration loads, in rolling mills, hydraulic hammers, internal combustion engines, etc.;
- significant diameters, in hydraulic turbines;
- installed in high-speed mechanisms operating in aggressive environments, conditions of high humidity, etc.
And also in spindles of metal-cutting machines, support structures of telescopic installations, and household appliances. The main parts of the sliding slide are the liner and the body, which can be detachable or solid.
The installation of plain bearings consists of several stages:
- joining the bushing and the body part with an interference fit, by pressing, with heating or cold;
- to prevent rotation, the inner part is secured with a screw or mounted on a bronze key;
- the shaft is pre-painted, inserted into the sleeve and rotated several times in a reciprocating motion. This is how adjustments take place to strengthen the fixation.
Compacted wood friction parts
Bearings with wooden bushings and inserts have been in use for many centuries. Back in the Renaissance, Leonardo da Vinci developed designs for similar bearings, which are still used in the mechanisms of water mills, lifting gates, grinding wheel supports, and others.
The manufacture of parts for sliding friction units, or, in other words, bushings and bushings for sliding bearings, is one of the areas of use of wood modified by compaction.
Wood waste is used as a raw material for the manufacture of compacted wood blanks, which inevitably accumulate as a result of production processes not only in woodworking, but also in metalworking enterprises. When organizing fairly large-scale production, the wood of young thin-sized soft hardwood trees with a diameter close to the diameter of rough blanks (mainly in the form of poles) can be used as raw material. Wood aged 8-15 years is more elastic and pliable when compressed across the grain than older wood. The process of compacting such wood occurs with less likelihood of micro-destructions compared to processing older wood.
In the Russian Federation and abroad, various methods have been developed for pressing and impregnating raw and dry wood, as well as shaping blanks for friction units (mainly bushings) by pressing and bending.
In Fig. 1 shows some types of plain bearing bushings made from densified wood.
The manufacturing sequence of the bushing shown in Fig. 1d, is shown in Fig. 2 and 3.
At the first stage, sectors are manufactured in the device shown in Fig. 2. A matrix with a separating bar and a punch is installed on the support platform between the mold jaws. The mold is placed on the table of a hydraulic press, the punch is raised and natural wood blanks in the form of bars are placed on the supporting planes of the matrix. Then the punch is lowered until it comes into contact with the workpieces (in Fig. 2 this is the beginning of pressing).
Then the wood is compacted (in Fig. 2 this is the end of pressing), as a result of which its density increases two to three times compared to the original. The resulting sectors are kept under pressure and transferred to the assembly of the bushing blank.
A less labor-intensive and more productive method for the production of sector bushings is proposed (Fig. 4). A cylindrical blank is turned from natural wood (Fig. 4a), in which radially located grooves are cut (for example, on a milling machine with a dividing head), the number and width of which are determined by the purpose of the sleeve.
Impregnation of the finished product made using the proposed technology is also possible as a final operation, in which the liners (to a lesser extent) and sectors (Fig. 4d) located between the liners are impregnated. These sectors are the main oil reservoirs that provide lubrication of the rubbing surfaces of the friction unit during operation.
The implementation of the proposed technology for manufacturing bushings with liners in the form of pressed parallelepipeds is much cheaper and simpler than the known technology for assembling bushings from pressed sectors.
The proposed technology does not require the manufacture of separate molds (Fig. 2 and 3) for each standard size of bushings, it allows to maximize the density of the pressed wood of the bushings, reduces the internal stresses of the glued structure, improves lubrication conditions, which generally improves the performance characteristics of friction units.
In conclusion, it should be added that the use of the method of installing embedded inserts into the body of a workpiece with cut grooves also makes it possible to produce shaped bushings, for example, conical ones (Fig. 5a), as well as friction parts for sliders and guides (Fig. 5b).
It seems promising to use compacted veneer plates in the form of inserts. The method of using embedded inserts in the manufacture of wooden friction units is protected by a copyright certificate for the invention.
Alexey BIRMAN, Doctor of Engineering. sciences, prof. St. Petersburg State Forestry University
Source
Manufacturers and labeling
Depending on the type of manufacturer, there is a certain marking of parts. If this is not a bearing housing created with your own hands, it will definitely have the designation of the corresponding company that created it.
There are a large number of brands, but the following manufacturers are considered popular today:
- China and Singapore produce parts marked FBJ.
- Italian bearing mechanism elements can be marked as KDF or TSC.
- Japan labels their cases as ASAHI or NSK.
- SKF products are so expensive that they are practically not found in equipment in our country.
The price of such products depends on the manufacturer and, as a rule, the higher the quality of the part itself. Polish and Russian cases are considered the cheapest, but short-lived; the presented parts are manufactured by the Japanese of higher quality. Further, Italian-made components have higher reliability and cost, followed by Serbian mechanisms. The most reliable, but very expensive, are considered to be German and Swedish, as well as some Japanese (NTN, KOYO) bearing housings.
Options for manufacturing the shaft and bearing assembly for it, with and without a jointer
There are a huge variety of options for making circular saw shafts. They all vary in cost, reliability and practicality. The main options for manufacturing such a unit are:
- shaft with open bearing pair. The simplest and most frequently used option. It is characterized by its relatively low cost, ease of maintenance and the ability to easily and quickly change parts. The disadvantage of this model is the need for constant cleaning and maintenance due to contamination of the bearings with sawdust;
- shaft with closed bearing group. Used in industrial machines. This is due to the complexity of maintenance and repair, as well as higher cost. Despite this, this model is wear-resistant and extremely reliable;
- shaft with carpentry equipment. A special feature of its design is the presence of several knives mounted on the shaft axis. In addition to driving the saw blade, it can be used for planing boards as a planer or jointer.
Additionally, the shafts can be manufactured with a right, left or central drive pulley arrangement.
Housing marking depending on design
The bearing housing may be identified by different markings depending on the type of assembly. Made for radial parts that are installed in flanged assemblies, the mechanism is secured with set screws. The bearing in them is designated UC, and the housing for them is F, P, T, FL, FC. If this node is connected together, the part will look like, for example, UCP, UCT, UCFL.
For supporting structures, the housing is designated as SD, and the bearing itself is designated SN.
It is better to purchase such products from a direct representative of a particular manufacturer. This guarantees the quality of the purchased parts.
Homemade bearing housing
Making a bearing housing with your own hands is not that difficult.
The only thing is that it will differ, for obvious reasons, from the factory sample. Therefore, if greater strength and accuracy of the part are not important, this is a completely doable task.
A good material for making the case is graphite caprolon. It is characterized by increased wear resistance, strength and slip. You need to cut out the hole by holding the material in a vice. Using a drill, knife and file, make a straight hole in the caprolon.
A sliding gasket should be inserted inside. It is better to make the housing split and clamp it with a screw on the shaft. The smoother the hole, the better the part will work.
It happens that the body is even made of wood. The ring is made from sectors, which are then pulled together. This automatically compensates for bearing play.
Having examined the types and structure of such a part as a bearing housing, you can understand the principle of its operation and carry out independent repairs of quite a large number of equipment at home.
Features of installing the release bearing
This p/sh is one of the main components of the vehicle clutch assembly, installed between the engine and the gearbox. Its task is to open the flow when the pedal is pressed. A special drive moves the p/w along a guide on the shaft to the basket, pressing on the diaphragm. Different vehicles use mechanical and hydraulic parts. To install, you must follow a certain algorithm:
- dismantle the gearbox to gain access to other components;
- move away the ends of the clamp where the coupling meets the glass;
- remove the p/w from the bushing simultaneously with the coupling and the spring holder, pressing out the 4 fasteners;
- inspect the old component for defects, check the seat and adjacent components;
- Before installing a new unit, check for play and the possibility of free rotation;
- mount the part on the guide bushing and fix it with a spring device together with the coupling, after applying copious amounts of lubricant;
- After checking the proper fit, replace the gearbox.
A similar method describes replacing the p/w on a VAZ passenger car; when installing a release bearing on a MAZ and other cargo vehicles, you should follow the detailed instructions and recommendations of the vehicle manufacturer. It is advisable to use specialized devices and carry out repair work at a service center, this is especially true for machines under warranty.
Source
This solution for a homemade linear bushing bearing or our hands is not for boredom. Part 1.
Subscribe to the author
Follow the author if you like his publications. Then you will receive notifications about his new posts.
You can always unsubscribe from notifications in the author's profile.
The article applies to printers:
Hello gentlemen 3D guys!
What prompted you to write? Yes, I just wanted to voice my thoughts out loud, consult and confer.
Like many of those present here, the journey of 3d_printing for me began with Rep-Strap.
I put together at least a printer and sculpt... for myself, for friends, I even bought some things.
Anyway. not about that.
In general, the problem is like many others with linear bearings and guides.
Guides. COMPLETE. I work as an IT specialist, so I've had a lot of inkjet experiences.
I bought stainless steel guides with diameters of 8mm, 10mm, 12mm. and corresponding medicinal products.
Everything seems to be working, only some play or grooves are forming on the axles.
Previously, carriages rode on caprolon bushings, which sometimes jammed.
I agree that in some places my handiwork was to blame, and in general the first damn thing was lumpy).
And also so that now, and free of charge, (those DADOM) (c) Owl), and so that it is printed quickly, efficiently, beautifully!)
Opinions also differ about ABS bushings.
But I liked it and decided to experiment with it.
In the video, the guy used Teflon tubes.
Print a clip from ABS, and there will be pieces of trimmer line as roller balls.
I won’t explain it with my fingers, I’ll show you in FreeCade.
And then Ostap suffered. And if like this:
In general, you can fantasize a lot.
Today is Friday and the printer is at work. Here's what I managed to implement today:
The ease of movement can be adjusted by the number of nylon inserts.
The downside is the appearance of backlash, but here apparently we need to look for a middle ground.
Nylon inserts are very reluctant to fit into the grooves.
This is actually what I have managed so far. After the weekend I will print the rest of the bushings and the mounting for them. They will go to the table.