Drawing paper Lily Holding “Rybachka”, for watercolor, folder, A3, 20 sheets
284 ₽ More details
Optimum belt bag
990 ₽ More details
Wallpaper for the kitchen
Almost everyone knows how to sharpen an ax or knife. The situation is much more complicated with old files. Restoring a file that has become dull is not so easy, and very few craftsmen know how to do it. Often old tools are simply thrown away.
Types of files: a – metalworker’s flat, blunt-nosed; b – round; c – semicircular, d – square; d – triangular; e – flat pointed-nosed; g – hacksaws; h – oval; and – lens; k – rhombic; l – semicircular wide; g – rasps, n – for filing machines; o - for soft metals, as well as curved files.
There are several ways to sharpen a file:
- chemical;
- electrochemical;
- mechanical;
- sandblasting.
What is a file?
A file is a metal rod with a notch, a multi-edged tool. The file is designed for processing various materials: metal, wood, plastics and other materials.
Files are classified according to the frequency of cuts:
- Personal - from 13 to 25 teeth per 1 square centimeter. Designed for fine, finishing work, in which a layer of up to 0.025 mm can be removed;
- Bruiser files are files with a sparse arrangement of teeth, from 5 to 13 pieces per 1 square centimeter. Such files are designed for coarse sawdust, the thickness of the removed layer is 0.1-0.15 mm;
- Velvet files are for fine work, the thickness of the removed layer is 0.01-0.0025 mm. On the surface of the instrument there are from 25 to 80 notches per 1 square centimeter.
- A needle file is a small file for very fine work;
- Riffle is the same needle file, but with a curved working part, mainly used in jewelry.
Prevention measures
To significantly extend the service life of a file, it is necessary to take into account some rules for its use:
- The new tools have fairly sharp, but rather fragile teeth. Therefore, the file is not initially used for processing hard metals. It is worn in on the surface of softer materials - brass or bronze.
- When working with a file, you should not use two of its cutting sides at once; the tool should always have a spare section with sharper teeth.
- For surfaces treated with resins or greasy substances, an old file with worn teeth should initially be used. This will protect the new tool from rapid contamination.
- Files must be stored separately. To prevent contact with other tools, it is recommended to wrap its cutting part in cardboard paper.
- Before processing soft metals, the file is lubricated with chalk. This avoids frequent clogging of the teeth with small chips.
After each use of the file, use a brush to remove dirt on the shaft between the teeth.
Any old file can be restored. To do this, it is necessary to assess the condition of the tool, completely clean the working surface and select a convenient method for sharpening it.
How do you know when a file needs to be restored?
As we said above, during the processing of metals, especially viscous ones such as copper, stainless steel, aluminum, metal particles become clogged between the cutting notches and make the file surface smooth. Thus, the tool simply slides over the surface without removing a layer of metal.
In addition, the file can rust from sitting idle for a long time in wet conditions. Rust seriously affects the cutting ability of a file.
In this case, only restoring the file to its former sharpness will help. And this can be done in several ways, which we will describe below.
Phased recovery
If there is rust on the metal surface, you will need to place the tools in concentrated hydrochloric acid. The rust removal procedure lasts from 30 minutes to 1 hour and is performed exclusively in a fume hood. After removing rust from metal surfaces, you need to degrease the tool. To do this, it is immersed in a 10% soda solution at a temperature of 60°C for 10-15 minutes. After this, they proceed directly to etching.
The solution is prepared in advance.
When preparing the solution, be sure to add acid to water, and not vice versa.
Cleaning the sawn surface with a file and sandpaper (paper or fabric): a - abrasive sandpaper, b - file with sandpaper and working with it, c cleaning the concave surface, d - finishing with circular strokes.
The acid should be poured in in a thin stream, and the solution should be stirred constantly. It is necessary to prepare a 68.7% solution of sulfuric acid (with a density of 1.6 g/cm3) and a solution with 47.5% nitric acid (with a density of 1.3 g/cm3). The etching process can be improved by adding iron nails to the nitric acid solution. It is better to use large nails so that the reaction does not proceed too violently. This must be done in a fume hood. You will need to take 40 g of nails per 1 liter of solution.
The solution is prepared immediately before placing the files there. Acid and water should be at room temperature. The entire etching process must take place in a fume hood. The files must be lowered into a container with the solution in a vertical position. It is necessary to ensure that the entire working surface is covered with liquid. It is necessary to add at least 3 mm of liquid to the edges of the container. This is necessary due to the fact that sometimes the solution can foam.
The duration of etching depends on many different factors. It is impossible to determine exactly how long it will take. It is necessary to take a sample 5 minutes after immersing the instruments in the liquid. To do this, you need to remove 1 file and rinse it with water. You need to rest the end of the file on the table and firmly hold its handle in your left hand. With your right hand, a metal plate is placed on the work surface, which is processed with this file.
When the metal plate moves along the file notches, the tool must cling to the surface with its teeth. If it slides, then the recovery has not yet occurred. Subsequent samples are performed every 3 minutes. After the sharpness of the files has been restored, they are removed from the container, washed and cleaned of sludge - black deposits.
Restoring the functionality of the instruments is completed by immersing them in a neutralizing solution, and then in a passivating one. To neutralize the reaction on the metal surface, a soda solution prepared to degrease the surface is used. The instruments are immersed in it for 5-10 minutes. To prepare a passivating solution, you will need laundry soap (5 g) and sodium nitrate (1 g) dissolved in 1 liter of water. The solution must be heated to a temperature of 70-80°C. The files are immersed in it for 5-10 minutes. This will prevent rust from appearing on them. After this, the files are placed vertically in a container and allowed to dry.
Thus, there are several ways to clean a file and make it as effective as new. Chemical sharpening is the simplest and most affordable of them; the rest will require specialized, expensive equipment. As a result, after chemical restoration, files perform no worse than new ones. So, you can save significant money on purchasing a new tool.
Over time, files and needle files become “greasy” and dull, and working with them becomes unpleasant and unproductive. This especially happens when processing viscous materials with files - non-ferrous metals, copper, aluminum, stainless steel. Particles of these metals seem to be riveted onto the file, clog the space between the teeth and the file becomes “smooth”.
To restore such a file and return it to working shape, there is a simple method consisting of chemically etching the file in a special solution. Approximately the same technology is used to restore old, rusty files.
First, the file is inspected and, if necessary, cleaned with a metal brush to remove mechanical contamination. The files are then degreased in a solution of washing powder or dishwashing detergent, then washed with running water and then immersed in acetone. This removes all fat and oil deposits between the teeth from the files. You can also degrease a file by boiling it in a soda solution for 10 minutes.
If the file is rusty, it is immersed in a container filled with rust reducer. And keep it until the rust disappears. The rust reducer can be replaced with a 20% sulfuric acid solution.
The files are washed in running water and placed in a reducing solution consisting of
— Concentrated nitric acid — 8%
— Concentrated sulfuric acid — 6%
— Water — 86%
The peculiarity of this solution is that it etches the metal more in the recesses than on the protrusions. Those. it seems to deepen the depressions between the teeth of the file, and the teeth themselves are little etched. Thus, the height of the file teeth increases (although the overall thickness of the file decreases). And the file is thereby restored and becomes sharp.
The file etching time is approximately 5-10 minutes. After which the file is removed from the solution, washed and tested. If it is not sufficiently etched, the etching is continued.
After etching, the files are thoroughly washed in running water or soda solution to get rid of the acid.
Files should be preserved after restoration, since their surface is pure metal, which can very quickly become covered with rust. To do this, the files are dipped into machine oil (you can work them off), the oil is heated to a temperature of 100-120 degrees and held for 15-20 minutes.
After the preservation procedure, the files are removed from the oil, thoroughly wiped, dried and handles are attached to them.
In this way, files can be restored from almost any condition.
Under no circumstances should files be stored in bulk, in a general heap. At the same time, they rub against each other and become dull very quickly. Therefore, it will be better if you make a simple shelf for the files - a bookkeeper, where each file will have its own place and they will not touch each other. And the files will be visible - you won’t have to go through them all to choose the one you need.
Material for the shelf - plywood, thin board, plastic.
Handles for files.
If you buy files that do not come with handles, you will have to make them yourself.
Good handles for needle files are made from wine corks. The needle file is stuck into them without preliminary drilling.
Handles for more powerful files can be made from short sections sawn from shovel cuttings. They can be bought at hardware stores and are not expensive. A large chamfer is removed from the ends of the handle, and the wood is sanded. A hole with a diameter slightly smaller than the file shank is drilled at the end of the cutting segment and the file is driven into the handle with tension. This way you can provide handles for all files.
Another good starting material for file handles is thick branches produced when pruning trees in the spring. When cleared of bark and dried, such handles not only look beautiful, but also often have a very comfortable “pistol” curve.
Konstantin Timoshenko
File –
This is a hand tool designed for metal processing. It can also be used for other hard materials, such as plastic, textolite, etc. Using a file allows you to grind irregularities or adjust the product to the required parameters, expanding its diameter or shortening it. It is made from hard tool steel, making it tougher than most metals it processes.
Design features and types
The tool is a steel strip with a notch, which is attached to a wooden or plastic handle. The file notch comes in different sizes, which correspond to a specific number from 0 to 5. The largest notch is No. 0, and the smallest is No. 5.
According to the number classification, files are:
- Drachevye (No. 0-1 up to 12 notches per 1 cm of surface) - have large teeth that allow you to scratch a layer of thick rust, breaking it off from clean metal.
- Personal and semi-personal (No. 2-3 from 13 to 44 notches per 1 cm of surface) - used for processing any metal, removing excess thickness.
- Velvet (No. 4-5 from 45 to 80 notches per 1 cm of surface) - used for finishing, to achieve maximum smoothness of the workpiece.
The larger the teeth, the more metal can be removed. When processing with a high and rare notch, the surface of the workpiece is covered with deep grooves, so for comfortable processing you need to start with a smaller file number and gradually move to a very fine notch, which is necessary to achieve maximum smoothness of the surface, if necessary.
It is worth considering that a file with a very fine notch quickly becomes clogged with removed shavings, and therefore requires periodic cleaning, since otherwise the removal of the metal layer will stop. In addition, it should be noted that the speed of work with a velvet-type tool is tens of times lower than that of a garnish type.
Types of notches
The file differs not only in the size of the notch teeth, but also in the features of its application:
- Single.
- Cross.
- Dugovaya.
- Rasp.
- Stamped.
Simple or single
The notch can be used for processing non-ferrous metals. It quickly removes a layer of the workpiece and is well cleaned of chips. When working, such a tool rattles a lot, which leads to rapid hand fatigue. It should be noted that the peculiarity of the angle of inclination of the teeth does not allow processing hard metals. The notches themselves are applied at an angle of 25-30 degrees.
Cross
The cut is suitable for machining steel, cast iron and bronze. Its serrations intersect to form diamonds. The angle of inclination of the main notch is 25 degrees, and the auxiliary notch is 45 degrees. This type of file becomes clogged with shavings quite quickly, so it is not suitable for soft metal. To ensure productive and comfortable work, it is important to take care of the presence of a metal brush, which must be used to periodically brush away the chips between the teeth on the tool blade.
Arc type
The notch is suitable for working with non-ferrous metals, as well as hard wood such as beech, oak, etc. After such a file, fairly neat scratches are left on the workpiece, which can be easily sanded.
Rasp or point
The notch is used mainly for quickly removing scale or rust deposits on ferrous metal. It is especially effective for rough wood processing.
Stamped
The notch is used for the same purpose as the rasp. Its peculiarity lies in its angled teeth, which grip the workpiece like hooks, stripping off its thickness. When working, rough furrows are formed. The teeth wear out quite quickly, so it is better not to use this tool on hard metals. It works great with wood. When processing aluminum, the blade quickly becomes clogged with chips, which are difficult to remove.
Varieties of forms
As for the shapes of files, they are:
- Flat.
- Square.
- Round.
- Semicircular.
- Triangular.
Flat
files are suitable for processing large workpieces with a large removal area. They come in different sizes and usually have a notch on both sides, which allows you to turn the tool over and continue working when driving one of them.
Square
the file has a cut on all four sides. This allows processing of right angles in two planes. With their help you can remove the excess layer. This tool is available with different tooth hardnesses. There are square files up to 50 cm long, which allow for accelerated stripping of metal.
Round
Files are an excellent solution for preparing a rounded or perfectly round hole. With its help, you can increase the internal diameter by adjusting it to the required parameters.
Semicircular type
used in cases where it is necessary to process a rounded surface. The width of such a file is greater than that of a perfectly round file, which eliminates the possibility of excessive deepening of the surface at one point, violating the required geometry.
Trihedral
The file is used for filing internal non-right angles. All edges of the tool have a notch, often it differs in height or angle of application, which makes such a tool universal. The triangular type is also suitable for flat surfaces. At the same time, working with it is less convenient than with a straight file due to the small working area of the notches.
How to keep a file in working condition
In order for the file to remain in working condition for as long as possible, it must be cleaned after each use. To do this, use a metal brush. If you leave the chips in the recesses of the blade, then over time they will stick tightly under the influence of corrosion or oxidation, so it will be much more difficult to get rid of them.
Do not treat dirty or wet surfaces. Files are made from hard tool steel, which is susceptible to rust. When traces of corrosion appear, the blade begins to cling to the metal of the workpiece much less effectively, which complicates the work. It is also advisable to avoid surfaces with grease or machine oil. Fat trapped in the notch will cause dust to stick, which will also reduce sanding productivity.
Sharpening a file with citric acid
Over time, even the highest quality solid steel tool gradually loses its sharpness, resulting in it becoming unusable. Files cannot be sharpened like knives, chisels or chisels, so many people simply throw them in the trash or sharpen them into a chisel. In fact, even files can be sharpened without any effort. All that is required is citric acid.
First, the tool must be cleared of clogged chips using a metal brush. After this, the canvas should be washed with dishwashing detergent or stove cleaner. This is necessary to remove any remaining dirt and grease. For maximum effect, you can use a toothbrush to brush every millimeter of the instrument. After this, you need to prepare a solution of citric acid, for this you need to take a vertical container with water. This can be a plastic bottle or glass jar that is suitable in height. Citric acid should be poured into it and dissolved. The stronger the solution, the faster the effect, but do not use the entire pack at once - it will be excessive!
The working part of the file should be completely immersed in the acidic solution, so that the entire blade with notches is covered. The handle should remain outside. The duration of infusion of the instrument in the solution depends on the concentration and the steel from which the blade is made. Every few hours you need to remove the file and evaluate its sharpness. To do this, you can use any low-fat preparation. After each test, the instrument should be cleaned with a brush to remove any sawdust. At the same time, it is important to try not to touch the canvas with your hands, since leaving greasy stains from your fingers on it can isolate the metal area from a chemical reaction with the acid.
The duration of etching the blade for sharpening can take from several hours to a day if the solution is very weak and the steel is of very high quality. It is also possible to use other acids that react chemically with ferrous metal. It should be borne in mind that stronger solutions emit dangerous vapors that are best not inhaled.
Each of us has a file in our tools, which sometimes needs to be used to correct a part, sharpen something, or simply carefully trim it, remove burrs. If used infrequently, the file lasts a long time, but when sharpening saws, the files become dull very quickly.
So what to do? Throw it away and buy a new one? In addition, many people make chisels or other necessary tools from old files, since the file is made of hard metal. But buying a file is a good solution, but it costs money. Is it possible to extend the life of an old file? It turns out it is possible, but what should be done?
To do this, you need to clean it with a wire brush, then degrease it. After this, you need to place the file in acid. If in citric acid (5 grams of limanic acid per glass of water), then for 12 hours. If it is electrolyte from a car battery, then the time will be reduced to 6-7 hours. It is possible to use other acids, for example acetic acid, as well as ferric chloride.
With this reaction, the metal surface of the file reacts and the dull teeth of the file become sharp. After the file has been etched with a chemical composition, immersing it in a neutralizing solution, and then in a passivating one. For this, a soda solution is used. The files are immersed in it for 5-10 minutes. To prepare a passivating solution, laundry soap may be suitable, which you will need (5 g) and sodium nitrate (1 g), dissolved in 1 liter of water.
It is best to heat the solution to a temperature of 70-80°C, after which the files are immersed for 5-10 minutes. This procedure helps prevent rust from appearing on them. To dry, the files are placed vertically in a container.
The file is often used for processing metal surfaces. Over time, the tool becomes dull and loses its original properties. There are several methods that can extend the service life of such a cutting device. How to restore a file yourself and can it be done at home?
A file is a fairly simple tool, which is a steel rod with notches. Using such a cutting device, you can file the surface of metals and various other hard materials.
With frequent use, the working part of the file begins to become dull. This mainly happens when working with viscous materials such as copper, aluminum or stainless steel. During the processing process, metal particles flake off and get clogged into the opening between the notches.
The clogged surface of the file shaft becomes smooth. It is difficult to work with such a tool. It slides on the surface and processing materials requires excessive effort.
Prolonged use of a non-working file can lead to its complete unsuitability. Therefore, at the first changes in the quality of the tool, it is recommended to restore its cutting part.
Method No. 1 - chemical
The chemical method of file restoration is the most popular because it is simple and effective.
Before getting started, prepare the file:
- Clean the working surfaces of the file using a metal brush.
- Rust, if any, is removed using a rust converter such as WD-40.
- Degrease with dishwashing detergent.
- Rinse with clean water and immerse in acetone for a couple of seconds.
After this comes the turn of chemical etching. To do this, prepare the following solution: add 9% nitric acid and 6% sulfuric acid to 85% water. A file is dipped into the resulting solution for 10-15 minutes.
As a result, we get an almost new file, the height of the notches has been increased without changing the thickness of the file. After etching, the file is washed in alkali - soda solution.
Features of chemical restoration of instruments
The simplest and long-known way to restore the ability of a file to work effectively is chemical. It has been known for about a century. For such processing, it is necessary to apply a special etching solution to the instrument. Under its influence, the edges of the notches on the surface being treated dissolve. In this case, the edges of the edges are not affected, since hydrogen bubbles adhere to them, which protect them.
Gradually, under the influence of the etching composition, the edges become sharper. After some time, the hydrogen bubbles will increase so much that under the action of the buoyant force of the liquid they will come off the surface being treated. At this time, it is necessary to stop exposure to the etching solution. In some cases, it is possible to sharpen a file in this way more than once.
Files and needle files can be sharpened using various etching compounds. Most often, solutions of sulfuric and nitric acid are used for this purpose; hydrochloric acid is also used in undiluted form. The work must be done in special containers. Plexiglass baths are best suited for these purposes. The height of such containers should be slightly greater than the length of the working part of the tool. In such baths, files and needle files are cleaned of rust and etched. For other types of processing, you can use tall enamel bowls, cans or porcelain glasses.
In addition to special containers, you also need to stock up on wire brushes. Chemical restoration is suitable for tools with worn teeth, but it will not be possible to restore the functionality of files with chipped teeth or completely beveled. Tools with different notch sizes need to be processed separately. Sorting must be done before processing. Wire brushes are needed to prepare for etching. You need to clean the tools with brushes, moving them along the notches.
Method No. 3 - mechanical
This method is quite radical and quite complex. First, the metal of the file is released, heated to 750-800 degrees, after which the old notch is cleaned to zero on a milling machine, then the surfaces are ground. A new notch is made manually using a chisel.
The method is complex and difficult to do at home, and you also need to take into account that you will have to harden the file.
Method No. 4 – electrochemical
The method is simple and effective; we only need a solution consisting of:
- 80% water;
- 11% sulfuric acid;
- 9% nitric acid.
You will also need a container and an aluminum plate, which will act as a cathode; the area of the plate must exceed the area of the anode - the file itself.
The file is connected to a low voltage source, for example, a battery or power supply. Before restoration, degrease.
Folk methods for cleaning and sharpening a file also exist, and sometimes they are no less effective:
- Take two teaspoons of citric acid and dilute it in a glass of water. After which the file is immersed in the solution for a day. After this, the file is washed in a soda solution, then with clean water.
- Ferric chloride is diluted in water at the rate of 20% ferric chloride and 80% water. Place a file in the resulting solution for 2 hours. This allows you to not only clean the file, but also make it noticeably sharper.
- Acetic acid, an acid, not 9% vinegar, also does a good job of cleaning. The file is first cleaned with a wire brush, degreased and placed in acetic acid for several hours or more, depending on the condition of the file.
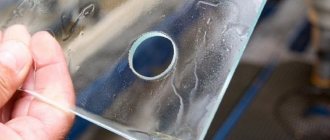
The working process
We take the problematic file, wash it thoroughly and rinse its blade in running water using detergent and a toothbrush. When this is done, we put the tool aside for a while, and we ourselves begin to prepare the cleaning agent. To create it, you will need two full teaspoons of citric acid and a glass of hot water (it will make the acid solution a little more aggressive). Mix water and powder, then shake thoroughly. Place the problematic file in the prepared container, and then pour the prepared solution into it. If after a few seconds bubbles begin to rise from the surface of the rusty file, then everything was done correctly. Leave the container with files and solution to stand for 12-14 hours. The chemical reaction will dissolve the oxide layer during this time, and will also begin to remove a thin layer of metal from the file notches. The latter will make the edges of the tool sharper. When the set period has expired, the file should be removed from the lemon solution and rinsed thoroughly under running water. To 100% neutralize the acid solution, it is recommended to use a solution of baking soda. That's all, actually. Continuing the topic, we'll tell you when the self-tapping screw broke.
Did you like the article? Then support us, click
: