Загнуть металлическое изделие можно разными способами, но без специнструментов качество будет низким. С помощью кромкогиба можно решить многие вопросы, связанные с подготовкой деталей из листов металла.
Его особенности:
- возможность гиба конкретной длины,
- отсутствие сварочных швов.
Это позволяет предупредить образование коррозии в будущем, изготовить элементы повышенной прочности. Техника работы с техническим средством проста. На его шкале достаточно установить необходимые параметры гиба, вставить плоскость между основной и прижимной деталью и, двигая, загибать кромку.
Для этого не нужны значительные усилия и нагрев металла. Обработку изделий из меди, алюминия, металлических сплавов и углеродистой стали выполняют способом сгибания на станках или вручную.
Устройство ручных кромкогибов
Кромкогибочные станки сконструированы так, что усилие одномоментно действует по всей протяженности кромки или листовой заготовки. В результате в одно и то же время осуществляется деформация края, но металл не корежится, а ложится ровным швом.
Конструкции такого оборудования подразделяются на виды:
- ротационных,
- прессовых,
- поворотных.
Современный рынок предоставляет возможность приобрести разные конструкции листогибочного устройства, но его можно изготовить собственными руками.
Кромкогибочный инструмент внешне похож на листогибочные изделия, но конструктивно устройства отличаются друг от друга. Длина рабочей области отбортовки у ручных кромкогибов может быть небольшой, ведь параметры высоты борта и радиуса закругления не меняются.
Если при большой протяженности кромкообразования необходимо выполнять процесс одновременно, принцип работы кромкогиба более похож на технологию листогиба, различие, по сути, только в способе прижимания заготовки.
Сферы применения
Приспособления для сгибания металла применяются в разных отраслях. Их используют для создания фальцев из кровельного железа, изготовления из жестяных или металлических листов воздуховодов прямоугольной формы, подготовки краев изделий под сварочные работы, деталей геометрических форм. Ручные кромкогибы активно применяются для строительных, ремонтных работ. Они востребованы во время проведения ремонта автомобилей.
К числу преимуществ такой технологии, кроме небольшой толщины получаемых краев и невысокой стоимости металлического проката, следует добавить высокую стойкость к износам.
Где применяется кромкогиб?
Приспособление нашло применение во многих сферах промышленности. В частности, его можно использовать для формирования фальцев кровельного железа, воздуховодов, и выполнять подготовку кромок изделия для сварных соединений. Сегодня авторемонту отдается одно из первых мест в применении устройства, так как автомобили с каждым годом становятся наиболее популярными среди населения.
Основные разновидности
Кромкогибочное оборудование выпускается в виде мобильных и стационарных моделей. Конструкции станков массивны и практически не разбираются.
Они монтируются непосредственно на месте использования, а передвигаются только при помощи технических средств.
Модели могут быть:
- ручными,
- пневматическими,
- гидравлическими.
Особое место в линейке изделий у сегментных ручных приспособлений, предназначенных для изготовления корпусов, ящиков, т.е. изделий, «закрытых» со всех сторон». Благодаря разной комплектации, сегменты устанавливаются произвольно. Такое оборудование позволяет получить любую длину гиба, не превышающую рабочую длину станка.
Друг от друга модели инструмента отличаются не только мощностью, эффективностью и толщиной обрабатываемых материалов, но и разновидностью металла.
Портативные модели кромкогибов с постепенным формообразованием состоят из:
- двух прорезиненных ручек, при этом одна может быть подвижной, другая нет,
- рычажной системы для приложения усилий,
- рабочих губок с профилем, соответствующим параметрам кромки
- регулируемого ограничителя хода в виде шлицевого винта, снабженного резьбой.
Наиболее простой конструкцией обладают ручные изделия роликового вида. Весь процесс осуществляется рукояткой, а основную задачу по деформированию металла выполняют ролики. Ширина гиба регулируется специальным ограничителем, установленным на направляющих инструмента.
В роликовом кромкогибе трение во время скольжения губок заменяет трение качения при вращения роликов. При этом формообразующее усилие значительно снижается, но конструкция инструмента менее универсальна, потому что невозможно изменить параметры кромкообразования из-за одной пары роликов. К тому же, кромкогибы с роликами не дают возможности осуществить отбортовку малых радиусов внутри изделия.
Существенным недостатком портативных моделей ручного инструмента считается их недостаточная точность. В процессе движения приспособления вдоль линии будущего края постепенно увеличивается погрешность, которая может достигнуть более миллиметра. Это недопустимо при таких работах, как кузовной авторемонт, поэтому качество кромок зависит от опыта мастера. Из-за таких технических характеристик роликовый кромкогиб целесообразно использовать только для решения несложных задач.
Более функционален станок с гидравлическим приводом. Благодаря высокой мощности он отлично справляется с заготовками из металлических листов даже значительной толщины.
Крюкогибы и Кронштейногибы
Настоящая политика обработки персональных данных составлена в соответствии с требованиями Федерального закона от 27.07.2006. №152-ФЗ «О персональных данных» и определяет порядок обработки персональных данных и меры по обеспечению безопасности персональных данных, предпринимаемые Станко формат (далее – Оператор).1.1.
Оператор ставит своей важнейшей целью и условием осуществления своей деятельности соблюдение прав и свобод человека и гражданина при обработке его персональных данных, в том числе защиты прав на неприкосновенность частной жизни, личную и семейную тайну.1.2.
Настоящая политика Оператора в отношении обработки персональных данных (далее – Политика) применяется ко всей информации, которую Оператор может получить о посетителях веб-сайта https://stanko-f.ru.
Основные понятия, используемые в Политике
2.1. Автоматизированная обработка персональных данных – обработка персональных данных с помощью средств вычислительной техники;2.2. Блокирование персональных данных – временное прекращение обработки персональных данных (за исключением случаев, если обработка необходима для уточнения персональных данных);2.3.
Веб-сайт – совокупность графических и информационных материалов, а также программ для ЭВМ и баз данных, обеспечивающих их доступность в сети интернет по сетевому адресу https://stanko-f.ru;2.4. Информационная система персональных данных — совокупность содержащихся в базах данных персональных данных, и обеспечивающих их обработку информационных технологий и технических средств;2.5.
Обезличивание персональных данных — действия, в результате которых невозможно определить без использования дополнительной информации принадлежность персональных данных конкретному Пользователю или иному субъекту персональных данных;2.6.
Обработка персональных данных – любое действие (операция) или совокупность действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств с персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение персональных данных;2.7. Оператор – государственный орган, муниципальный орган, юридическое или физическое лицо, самостоятельно или совместно с другими лицами организующие и (или) осуществляющие обработку персональных данных, а также определяющие цели обработки персональных данных, состав персональных данных, подлежащих обработке, действия (операции), совершаемые с персональными данными;2.8. Персональные данные – любая информация, относящаяся прямо или косвенно к определенному или определяемому Пользователю веб-сайта https://stanko-f.ru;2.9. Пользователь – любой посетитель веб-сайта https://stanko-f.ru;2.10. Предоставление персональных данных – действия, направленные на раскрытие персональных данных определенному лицу или определенному кругу лиц;2.11. Распространение персональных данных – любые действия, направленные на раскрытие персональных данных неопределенному кругу лиц (передача персональных данных) или на ознакомление с персональными данными неограниченного круга лиц, в том числе обнародование персональных данных в средствах массовой информации, размещение в информационно-телекоммуникационных сетях или предоставление доступа к персональным данным каким-либо иным способом;2.12. Трансграничная передача персональных данных – передача персональных данных на территорию иностранного государства органу власти иностранного государства, иностранному физическому или иностранному юридическому лицу;2.13. Уничтожение персональных данных – любые действия, в результате которых персональные данные уничтожаются безвозвратно с невозможностью дальнейшего восстановления содержания персональных данных в информационной системе персональных данных и (или) уничтожаются материальные носители персональных данных.
Оператор может обрабатывать следующие персональные данные Пользователя
3.1. Электронный адрес;3.2. Номера телефонов;3.3. Также на сайте происходит сбор и обработка обезличенных данных о посетителях (в т.ч. файлов «cookie») с помощью сервисов интернет-статистики (Яндекс Метрика и Гугл Аналитика и других).3.4. Вышеперечисленные данные далее по тексту Политики объединены общим понятием Персональные данные.
Цели обработки персональных данных
4.1. Цель обработки персональных данных Пользователя — информирование Пользователя посредством отправки электронных писем.4.2. Также Оператор имеет право направлять Пользователю уведомления о новых продуктах и услугах, специальных предложениях и различных событиях.
Пользователь всегда может отказаться от получения информационных сообщений, направив Оператору письмо на адрес электронной почты [email protected] с пометкой «Отказ от уведомлений о новых продуктах и услугах и специальных предложениях».4.3.
Обезличенные данные Пользователей, собираемые с помощью сервисов интернет-статистики, служат для сбора информации о действиях Пользователей на сайте, улучшения качества сайта и его содержания.
Правовые основания обработки персональных данных
5.1. Оператор обрабатывает персональные данные Пользователя только в случае их заполнения и/или отправки Пользователем самостоятельно через специальные формы, расположенные на сайте https://stanko-f.ru.
Заполняя соответствующие формы и/или отправляя свои персональные данные Оператору, Пользователь выражает свое согласие с данной Политикой.5.2.
Оператор обрабатывает обезличенные данные о Пользователе в случае, если это разрешено в настройках браузера Пользователя (включено сохранение файлов «cookie» и использование технологии JavaScript).
Порядок сбора, хранения, передачи и других видов обработки персональных данных
Безопасность персональных данных, которые обрабатываются Оператором, обеспечивается путем реализации правовых, организационных и технических мер, необходимых для выполнения в полном объеме требований действующего законодательства в области защиты персональных данных.6.1.
Оператор обеспечивает сохранность персональных данных и принимает все возможные меры, исключающие доступ к персональным данным неуполномоченных лиц.6.2. Персональные данные Пользователя никогда, ни при каких условиях не будут переданы третьим лицам, за исключением случаев, связанных с исполнением действующего законодательства.6.3.
В случае выявления неточностей в персональных данных, Пользователь может актуализировать их самостоятельно, путем направления Оператору уведомление на адрес электронной почты Оператора с пометкой «Актуализация персональных данных».6.4. Срок обработки персональных данных является неограниченным.
Пользователь может в любой момент отозвать свое согласие на обработку персональных данных, направив Оператору уведомление посредством электронной почты на электронный адрес Оператора [email protected] с пометкой «Отзыв согласия на обработку персональных данных».
Трансграничная передача персональных данных
7.1. Оператор до начала осуществления трансграничной передачи персональных данных обязан убедиться в том, что иностранным государством, на территорию которого предполагается осуществлять передачу персональных данных, обеспечивается надежная защита прав субъектов персональных данных.7.2.
Трансграничная передача персональных данных на территории иностранных государств, не отвечающих вышеуказанным требованиям, может осуществляться только в случае наличия согласия в письменной форме субъекта персональных данных на трансграничную передачу его персональных данных и/или исполнения договора, стороной которого является субъект персональных данных.
Заключительные положения
8.1. Пользователь может получить любые разъяснения по интересующим вопросам, касающимся обработки его персональных данных, обратившись к Оператору с помощью электронной почты [email protected]
В данном документе будут отражены любые изменения политики обработки персональных данных Оператором. Политика действует бессрочно до замены ее новой версией.8.3.
Актуальная версия Политики в свободном доступе расположена в сети Интернет по адресу https://stanko-f.ru.
Как сделать ручной кромкогиб для авторемонта
В целях экономии можно изготовить самодельный кромкогиб для кузовного ремонта. Он значительно облегчит изготовление, например, латки на пороге или крыле автомобиля.
При этом место ремонта не будет выступать над поверхностью, что сократит время и затраты на шпаклевку и покраску.
Роликовую модель для сгибания жести можно изготовить из:
- пары подшипников,
- болта для оси диаметром, равным внутреннему диаметру подшипников,
- толстой пластины металла,
- рукоятки от «болгарки».
Процесс изготовления роликовой модели для сгибания жесть
- Отрезав от болта два отрезка, одинаковой длины, посадить на них подшипники.
- В пластине просверлить отверстия для сварки.
- Установить в пластину подшипники с расстоянием в 1 мм друг от друга.
- К центру пластины с противоположной от подшипников стороны приварить гайку для рукоятки от «болгарки».
Инструмент жестянщика
Такой кромкогиб необходим во время авторемонта для плавного перехода латки металла к основе. После рихтовки обе плоскости должны быть соосны друг с другом.
На тонком листе железа невозможно гарантировать надежность соединения сварного шва встык. Приспособление позволяет подготовить профиль кромки под сварку внахлест. Он значительно упрощает процесс ремонта кузова автомашины, если требуется согнуть металл под углом 90 градусов, т.е. делать кромку или отбортовку. Кромкогибочные устройства для авторемонта отличаются простой конструкцией и невысокой ценой, поэтому их самостоятельное изготовление не всегда нецелесообразно. Иногда лучше купить такую оснастку, для которой в домашнем хозяйстве найдется дополнительное применение.
Видео инструкция как пользоваться кромкогибом жестянщика
Круглогиб своими руками — Металлы, оборудование, инструкции
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Из чего делать?
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
Схема
Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя.
Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками.
Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
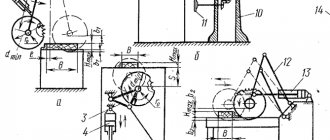
Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх. Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
- Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа. Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины.
При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости.
Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.
Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
В результате получается лист металла с ровной линией сгиба.
Применение и преимущества
Ручной листогиб применяется при необходимости проведения любых работ, связанных с сгибанием листов металла: изготовление металлический кожухов, корпусов, декоративных работах.
Такое устройство хорошо иметь на даче, в гараже, Оно может понадобиться частному предпринимателю, занимающемуся обработкой металлов и изготовлением металлических изделий в небольших количествах.
Главное преимущество такого станка заключается в его мобильности, небольших размерах, относительной простоте устройства и сборки. Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества.
Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности.
Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности.
Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
Листогибочный станок своими руками: фото, видео, чертежи
Сделать листогибочный станок своими руками не так сложно, как кажется.
Особенно это стало возможным сейчас, когда любому доступны чертежи, фото и видео инструкции по сборке этого аппарата.
Сегодня листогибочные материалы используют в самых разных областях: изготовление мебели, строительство, машиностроение, отделочные работы и многое другое.
Поскольку многие предпочитают выполнять эти работы самостоятельно, не тратясь на привлечение специалистов, вопрос, как сделать такой инструмент самому, может стоять очень и очень остро.
Листогибочный станок поможет вам не только экономить на материале, но и может стать даже более эффективным аналогом покупного варианта.
Делая станок самостоятельно, вы можете выбрать удобные вам размеры – как правило, стандартный покупной гибочный инструмент рассчитан на обработку листов около 3 метров в ширину — для тех, кому аппарат нужен для личного пользования, а не производства — это слишком много.
Тем, кому станок нужен для гаража, часто приходится иметь дело с тонкими материалами, а заводские модели для них не предназначены, поэтому и работать на них не слишком удобно.
Другой минус покупного оборудования – цена.
Стоимость новой модели может доходить до 100 000 рублей, в то время как собрать ее самостоятельно можно с помощью подручных средств и с минимальными тратами.
Виды станков
Видов листогибочных аппаратов существует не так мало: от больших производственных до маленьких, которые можно собрать буквально за пару часов.
Все типы конструкций сопровождают чертежи, по которым, при должной подготовке, можно собрать станок самостоятельно.
Все аппараты состоят из трех главных элементов: прижим, основание, обжимный пуансон, оснащенный рычагом-ручкой.
Главный критерий, по которому различаются станки того или иного типа – привод рабочего органа, который в них установлен.
Так, листогиб, оснащенный ручным приводом, изгибает изделия в результате прямого физического воздействия, оказываемого на поворотную балку. Иногда эти модели оснащают педалью.
Таким аппаратом удастся обрабатывать листы небольшой толщины и с небольшими углами, однако его производство самое простое, и для изготовления не понадобится дорогостоящих материалов.
Такой листогиб чаще всего можно увидеть в гараже или на даче.
Плюс этой модели – прочность и долговечность за счет отсутствия узлов скольжения и трения.
Механизм его работы такой: после нажатия на рычаг осуществляется гибка. Изменение длины рычага отвечает за усиление или уменьшение силы давления на заготовку.
Поскольку использование этого аппарата подразумевает постоянное силовое воздействие, для частой и долгой работы он не слишком удобен.
Но существует и более совершенный его аналог, оснащенный механическим приводом.
Такой листогиб работает от электродвигателя и не требует физического воздействия. Разумеется, именно такой станок, как наиболее удобный, завоевал любовь большинства пользователей.
К простоте использования добавляется и мобильность – его легкость перевозить или переставлять на любое нужное вам место.
Принцип работы аппарата следующий: нужно положить заготовку на матрицу и нажать на «пуск».
От двигателя редуктор, пуансон и толкатель приводятся в движение и происходит выгибание или прогибание листа.
:
При этом вы заранее задаете параметры (угол и толщину), поэтому волноваться, что аппарат сработает неправильно, не придется.
Самые современные из этих видов листогибов – оснащенные электромагнитным приводом. Они выполняют работу быстрее всех остальных, действуют беззвучно и не занимают много места.
Работает такой аппарат на принципе создания магнитного поля, соединяющего матрицу и пуансон.
При притяжении материалов друг к другу, материал, лежащий между ними, сжимается в соответствии с заданными вами параметрами.
Мощность этого аппарата позволяет за минуту сделать несколько сотен разных деталей.
Несмотря на качество, стоимость листогибочных аппаратов часто останавливает от их покупки.
Но сделать самый обычный ручной механизм можно и самому, и для домашнего пользования такого аппарата будет вполне достаточно.
Пневматический кромкогиб
У мастеров особо популярны кромкогибы с пневматическим приводом, работающие как «поворотная балка». Пневмопривод способствует значительному давлению (до 6,2 бар) на обрабатываемое изделие. Но применять такое оборудование можно, работая с листовым металлом не толще 1,2 мм. В этом случае ширина кромки будет не более 12 мм.
При желании собственноручно смастерить пневмостанок, необходимо учитывать, что для его работы требуется расход воздуха минимум 113 л/мин.
Пневмодырокол
Это универсальная модель инструмента. С одной стороны конструкция оснащена механизмом для пробивания отверстий, с другой — губками для формирования кромки.
Благодаря этому можно одновременно загибать кромку и делать отверстия в металле для крепежа. Именно поэтому инструмент нередко называют пневмопробойником. Его рабочая часть изготавливается из быстрорежущей стали. Прорезиненные рукоятки изделия оснащаются пружинами. Они способствуют уменьшению давления на ладони, что облегчает процесс пробивания и обработки.
Любая модель дырокола-кромкогиба работает значительно быстрее и эффективнее ручных аналогов, поэтому интенсивно используются на автостанциях техобслуживания и в автосервисах.
Об иной оснастке для сгибания кромок металла
Самодельный кромкогиб для кузовного ремонта может быть и с пневматическим приводом. Кромкогиб пневматический пользуется спросом среди жестянщиков. В принципе работы заложено создание давления до 6,2 бар, за счет пневматических цилиндров и поворота балки. Его можно использовать при толщине металла до 1,2 мм, а ширина получаемой кромки может быть до 12 мм. Потребление воздуха 113 л/мин.
Кромкогиб автом можно приобрести в розничной продаже. Цена приемлемая, и устройство несложное. Необязательно обладать опытом работ при применении оснастки в ремонте. Пользуется популярностью дырокол- кромкогиб, так как с его помощью можно одновременно загнуть кромку металла и с точностью выполнить отверстие.
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Как устроен кромкогибочный станок
Конструктивно станок для гибки металла состоит из нескольких деталей:
- опорной поверхности,
- рабочего основания,
- прижимного элемента,
- обжимающего пуансона,
- рычагов-ручек.
Некоторые модели оснащаются дыроколом и ножом для подрезания кромок. В стандартной конструкции опорной плоскостью размерами1м х 1,5 м служит стол из дерева или металла с мощными ножками. Горизонтальный крепеж основания делается из швеллера №№ 8 или 6,5. Металлические конструкции соединены сваркой, а деревянные – болтами.
Прижим
Для зажима поверхности при загибании кромок припособление оснащается прижимной штангой — уголком с полочкой 0,05 м. Она осуществляет прижим к пунсону под заданным углом. С обеих сторон механизма прижима просверлены отверстия под болты. Также для прижима используются «барашки» с шпильками, приваренными к основанию. Более сложные зажимные детали комплектуются пружинами.
Пуансон
Для изготовления пуансона часто используется трубный отрезок квадратного профиля. Проектирование детали предусматривает ее горизонтальное вращение вокруг оси. При этом верхняя грань впереди основания точно совпадает с пуансоном.
Для этого торцы оснащаются петлями. Прижим располагается точно по вертикали, чтобы не возникало перекосов при гибке металла. Пуансон к кромке основания примыкает без зазоров, чтобы линия сгиба была точной. В нерабочем состоянии верхняя грань пуансона расположена в одной плоскости с плоскостью стола. Если конструкция имеет отклонения, приспособление будет работать, но с увеличенным радиусом изгиба, что приводит к закруглению прямой линии.
Привод
Ручной привод из пары трубных отрезков соединяется сваркой с передней или боковой частью пуансона. Он может быть в виде скобы или телескопического рычага. Длина рычага прочно фиксируется для конкретных положений с помощью штифтов, соединяющих насквозь отверстия с шагом в 0,1 м. Такая рукоятка способствует равномерному распределению нагрузки, регулируя усилия воздействия на поверхность в зависимости от ее толщины. Например, телескопическая форма рычага при кузовных работах позволяет увеличить усилия более чем в 2 раза.
Кромкогиб ручной для авторемонта своими руками. Чертежи и видео
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом.
Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала.
Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Кронштейногиб своими руками не уступающий заводскому
Мне для работы потребовался кронштейногиб. Заводской инструмент для гибки держателей желобов стоит около 5000 руб. Посмотрел картинки в интернете и повторил конструкцию.
Устройство кронштейногиба хорошо понятно из фото ниже.
Инструмент в работе.
По словам пользователя, он согнул при помощи самодельного кронштейногиба много крюков для водосточных желобов, и самоделка показала себя только с лучшей стороны.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться. ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов. ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Клупп для нарезки резьбы на трубах: чем отличается от плашки?
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Инструменты и материалы
Ручной кромкогиб – идеальный помощник для любителя возиться с листовым железом и жестью. Но чтобы приступить к изготовлению самодельного инструмента, потребуется более подробно изучить его конструкцию.
Ручной станок имеет:
Есть несколько вариантов материалов и исходного инструментария, из которых можно было бы сделать кромкогиб. Например, его вполне доступно переделать из плоскогубцев.
Но важно также и то, чтобы станок в итоге не только с лёгкостью создавал кромки, но и позволял делать эту работу с хорошим качеством.
Для создания ручного станка по одному из чертежей потребуется иметь под рукой:
- швеллер под №5, используемый для создания основания;
- швеллер №6.5, из которого изготавливается прижим;
- толстостенный уголок;
- пуансон обжимного типа под №5;
- лист стали толщиной 5 мм для изготовления щеток;
- для ручки – скоба диаметром 15 мм.
Для кромкогиба с отбортовкой необходимы следующие детали:
- струбцина;
- ограничитель;
- подпружиненный прижим;
- опорный кронштейн;
- верхний прижим;
- пуансон;
- поворотная ось для ручки.
Самостоятельное изготовление
Следуя чертежам, можно сделать своими руками ручной кромкогиб для обработки металла незначительной толщины при авторемонте.
Для него достаточно:
- уголка,
- балки из металла,
- петель с болтами,
- струбцин,
- рукоятки,
- стола,
- сварочного аппарата.
Подготовительный этап
- Изготовить основу из двутаврового профиля.
- Уголок болтами прикрепить к верху балки.
- Три петли приварить под уголок.
- Плотный прижим металла обеспечить двумя струбцинами.
Для легкости поворота станка во время сгибания листа металла по обеим сторонам приделать ручки. С помощью струбцин прикрепить станок к столу.
Для обработки изделие кладется между профилем и уголком. Щель для него образуется после откручивания уголка. Металлический лист выравнивается по краю и загибается поворотом приспособления за рукоятки.
Станок для сгиба длинных прямых кромок
Изготовление своими руками ручного кромкогиба для длинных прямых кромок следует начать с изучения чертежей, а также подбора оборудования и необходимых материалов:
- пары отрезков швеллеров для основания и пуансона,
- уголков с прямолинейными кромками.
- сварочного аппарата,
- листа стали,
- стальных осей — прутков сечением 10 мм,
- щеток с щетиной из стали,
- скобы под ручку.
4 основных детали:
- основание,
- прижим,
- пуансон,
- ручка.
Вначале надо снять фаски по ребру обжимного пуансона, приварить к нему оси. Оси самого прутка должны совпадать с ребром уголка. На концах рабочей части прижима делаются выборки.
Для сборки основание с пуансоном зажимается в тисках. При этом стенки первой и второй полок должны быть в одной плоскости. Зазор между деталями получится за счет прокладки из картона. После этого элементы крепко фиксируются в тисках.
На оси пуансона надеваются щетки с металлической щетиной. Эти составляющие крепятся к основанию с помощью струбцины – рамки с подвижным зажимом.
Затем щетки привариваются к швеллеру, а в основании просверливаются отверстия, в которые вкручиваются зажимные болты. На шпильки метизов заворачиваются, гайки. Потом они привариваются сваркой к швеллеру.
После выкручивания болты вставляются в отверстия прижима и на них закручиваются гайки-ограничители.
Рукоятка-скоба приваривается к уголку. Завершающий этап сборки конструкции — установка в тисках.
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
обзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид Сборочный чертеж Чертеж рукоятки с нижней губкой Чертеж внутренней детали Чертеж рукоятки с верхней губкой Чертеж рычага Весь ход работ детально кромкогиба данного вида подробно показан на видео ниже.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций.
Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Ручной кромкогиб для отбортовки
Отбортовка – это способ загиба кромки на цилиндрических или овальных изделиях. В процессе работы происходит растяжение материала. Его величина зависит от свойств и толщины материала, наклона угла отбортовки, параметров кромки.
Отбортовку выполняют на станке или с помощью ручного кромкогиба своими руками. Такая технология обработки необходима при подготовке к паечным, сварочным работам, при изготовлении любого фланца.
Ручной кромкогиб своими руками – экономия семейного бюджета
Многим интересно, как самому сделать кромкогиб, насколько это сложно. Изготовление простой конструкции займет несколько вечеров, а сэкономит несколько тысяч рублей. Еще одним аргументом может стать экстренность использования.
Например, для авторемонта использование ручного кромкогиба, изготовленного своими руками, сэкономит еще время и нервы. Но такое оборудование может проигрывать заводским изделиям по точности и технологичности.