Технология ручной обработки металла насчитывает не одну тысячу лет. Есть два основных вида. Это холодная или горячая ковка. Для обработки металла горячим способом необходим горн или плавильная печь и подготовленное надлежащим образом помещение. Да и цена на эти приспособления высокая.
Кузнечное оборудование для холодной ковки можно разместить в любом подходящем месте, например, в пристройке к дому. При желании некоторые из станков можно изготовить самостоятельно. Это обстоятельство значительно снижает затраты на организацию производства. К тому же фото станков легко найти в интернете.
Станки для холодной ковки: преимущества их применения
Основное достоинство в том, что станок для холодной ковки своими руками изготовить достаточно несложно. А также при необходимости можно обойтись без электроприводов.
Помимо этого работа на таких станках имеет следующие преимущества:
- быстрое обучение;
- простота в работе;
- невысокие трудозатраты;
- возможность выпуска серии деталей;
- создание уникальных конструкций путем сочетания базовых элементов;
- безопасность.
Штамповка, ковка и гибка
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Наклёпывание стали осуществляется механическим молотом. Сделать его своими руками можно, и даже проще, чем некоторые виды станков для холодной художественной ковки. Но данная публикация посвящена именно последнему предмету, а холодная художественная ковка это по сути гибка (гнутьё) металла: его структура в детали существенных изменений не претерпевает, а изменение физико-механических свойств металла для качества конечной продукции не существенно. Поэтому холодную ковку, которая ковка, оставим до подходящего случая, а
займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой, а где потребуется упомянуть о ковке горячей, там это будет оговорено особо.
Виды станков
Есть несколько основных видов станков, используемых при холодной ковке металла:
- улитка;
- торсионный станок;
- гнутик;
- волна;
- пресс.
Это минимальный набор станков для начала работы с заготовкой. А также не получится обойтись без болгарки (УШМ) и сварочного аппарата.
Кроме этого, в производстве часто используют такие приспособления как глобус, фонарик или объемник.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Какие станки самые важные
Почти все приспособления, используемые в процессе изготовления деталей способом холодной ковки, устанавливаются на два основных станка в виде дополнений.
Глобус, гнутик или объемник ставятся на основание от улитки.
Приспособление фонарик монтируется на торсионный станок.
Приспособление для изгибания металлических элементов «Улитка»
Холодная ковка своими руками невозможна без применения этого станка. Он используется для изготовления закругленных узоров из профильной трубы или прутка. Получаются такие элементы узора как завитки или волюты.
Форма заготовке придается путем наматывания на шаблон при помощи рук или рычагов.
В более сложных конструкциях заготовка гнется с помощью кондуктора, закрепленного на ось вала.
Такой станок можно купить или сделать своими руками.
Разнообразие оборудования для ковки
При выборе оборудования и инструмента для холодной ковки необходимо знать крупных производителей – лидеров рынка. Важно: при выборе между промышленным оборудованием и приспособлениями собственного производства надо знать, что на покупных станках обрабатываются заготовки с типоразмерами из которых невозможно получить изделие на кустарной оснастке.
- «Hebo». Немецкая фирма, оборудование которой обладает европейским качеством и высокими ресурсными показателями. Однако стоимость оборудования высока. Финансовые вложения, особенно на начальном этапе, имеют большую степень риска.
- «ОСТ». Белорусское предприятие, изготавливает качественные станки с японскими управляющими программами. Потенциальными покупателями являются компании с большими финансовыми возможностями.
Универсальный станок для ковки, гибки BlackSmith MB21-30. Фото КовкаПРО
- «BlackSmith». Китайский производитель, выпускает большую номенклатуру, по относительно невысоким ценам, механизированного и ручного оборудования для холодной ковки.
- Спросом пользуются станки российских предприятий «Мастер». Это небольшие станки, охватывающие почти всю номенклатуру элементов холодной ковки.
- Предприятия из России «Ажурсталь» и «Декор» также вполне конкурентно-способны на этом рынке.
Однако начинающим предпринимателям в первую очередь следует рассмотреть возможность начать производство с изготовления приспособлений своими руками. Такой ручной оснастки не так много (улитка, торсион, фонарик, волна, гнутик, глобус) и она не представляет особой сложности в изготовлении. Экономическая целесообразность такого подхода очевидна.
Станок улитка для холодной ковки своими руками
Изготовление станка состоит из нескольких этапов:
- Чертеж. При составлении чертежа необходимо строго выдержать пропорции всех деталей. Зазор между центральной осью и упором должен быть шире заготовки на 3-4 мм. Тогда готовая деталь легко снимется со станка.
- К стальной пластине из листа толщиной не менее 3мм приваривается по центру труба диаметром от 30 мм. Рядом крепится центральный упор для фиксации начала заготовки. Затем к ней приваривается металлическая полоса, шириной равная обрабатываемой детали, изогнутая спиралью под необходимым углом.
- Приспособление закрепляется на станине. Лучше всего крепить болтами, чтобы можно было легко заменить в случае необходимости.
- Для того чтобы облегчить процесс изгибания заготовки, к приспособлению приваривается ручка. Она крепится с обратной от заготовки стороны, чтобы не мешала устанавливать и снимать детали.
Для самостоятельного изготовления любого станка для холодной ковки понадобятся следующие инструменты:
- сварочный аппарат;
- дрель;
- болгарка (УШМ) с отрезным и шлифовальным кругом;
- сверла различного диаметра;
- коронка по металлу;
- магнитный угольник;
- циркуль;
- тиски.
Приступать к работе следует после того, как весь инструмент будет иметься в наличии.
Улитка с лемехом
Лемехом называется полоса металла, согнутая по форме нужной детали. Шаблон, по которому будут делаться завитки. Обычно лемех делается съемным, так как завитки делаются по индивидуальным размерам под каждое изделие.
Улитка с рычагом
В случае, ели требуется просто закрутить заготовку в спираль используется улитка с рычагом. Деталь крепится между основным валом и упором и с помощью закрепленного на станине рычага накручивается необходимое количество витков. Чем длиннее рычаг, тем меньшее усилие надо приложить для изгибания заготовки.
Особенности улитки
Автор специально решил обратить внимание читателя на ряд моментов. Это поможет в дальнейшем избежать кое-каких ошибок. Например, разобравшись с устройством улитки и принципом ее функционирования, кому-то захочется собрать собственное приспособление, отличное от тех, чьи чертежи будут представлены ниже.
Такое устройство вполне (если речь идет об оборудовании, изготовленном своими руками), позволит гнуть образцы методом холодной ковки с сечением (стороной квадрата) не более чем 10 – 12 мм. Подразумевается модель улитки с «ручным управлением». С более же габаритными образцами в быту дела практически никто не имеет. Станок можно и усовершенствовать, установив привод и эл/двигатель.
Но насколько это рационально для небольшой домашней кузни?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла ведет к появлению трещин (разрывов).
- Придется не только подбирать мощность эл/двигателя, но и передаточное число редуктора. Плюс к этому – монтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее). Все это значительно усложняет изготовление станка.
Компоненты станка и необходимые инструменты
Для изготовления станка потребуются следующие материалы:
- профилированный двутавр;
- тиски (2 шт.);
- стальной лист не менее 4 мм толщиной.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- уровень;
- рулетка;
- дрель.
Изготовление
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.
Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
Важно, чтобы тиски с обеих сторон двутавра находились строго в одной плоскости.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.
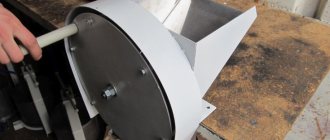
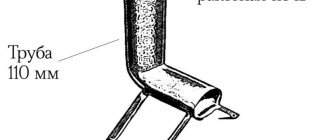
Как сделать совок из жести?
Этапы изготовления:
- Взять стальной прямоугольник размером примерно 300х50 мм.
- Срезать углы примерно под 45 градусов. Там, где будет рабочая часть, срез должен быть несколько глубже.
- Отступив около 10 мм от заостренного конца, просверливают отверстие диаметром 3 мм, через 25 мм – еще одно.
- На расстоянии 150 мм от конца пластины проводится риска, и пластина сгибается под прямым углом.
- Отрезают стальной круг длиной около 400 мм или любой другой удобной. На один конец наносится резьба типа М10 на глубину 10-15 мм, а на другом конце сверлятся два отверстия диаметром 3 мм: одно на расстоянии 12,5 мм от края, второе – еще через 25 мм.
- Металлическая пластина фиксируется заклепками на круге.
- Ручка вытачивается полой, и внутри на глубину 10-15 мм наносится резьба. Затем ручка наворачивается на резьбу на круге.
Расчет емкости совка
Так как форма совка представляет собой открытый полуцилиндр, то расчет емкости совка будем производить по формуле V = ПRRL/2 , где V – объем совка, П = 3,14 , R — радиус спинки совка, L – длинна лотка. Исходя из того, что в мастерской имеется заготовка жести размером 21×22 см, произведем расчет радиуса спинки. Длина полуокружности будет равна С=2ПR/2 или С=ПR. Тогда R=С/П R=20/3,14=6,36 см.
Округляем в меньшую сторону и принимаем R=6см. При радиусе 6 см. ширина заготовки будет равна 3,14×6= 18,84см. Округляем и принимаем ширину 19 см. По требованиям к изделию объем совка должен быть 800-1000 куб.см.
Берем максимальное значение и находим длину лотка. L=2V/ПRR. L=2×1000/3,14x6x6=17,69 см. Так как толщина спинки равна 1,6 см. то общая длина будет равна 17,69+1,6=19,29 см. Округляем до целого числа и принимаем длину равной 19 см.
Тогда длина лотка будет 19-1,6=17,4 см. Производим проверку объема совка:
V = 3,14 x 6 x 6 x 17,4/ 2 = 983,44 куб.см., что соответствует требованиям к изделию.
Зная конструкцию и определив материалы изделия, представим данные в спецификации. ( табл. 1)
Таблица 1
| № | Наименованиедетали | Кол. | Материал | Размеры |
| 1 | Лоток | 1 | Жесть оцинкованная | 190×190 |
| 2 | Спинка | 1 | Древесина | R60 S16 |
| 3 | Ручка | 1 | Древесина | 0 32×110 |
| 4 | Гвоздь | 5 | Сталь | 1,5×25 |
| 5 | Гвоздь | 1 | Сталь | 1,5×35 |
Технология 5 класс
краткое содержание других презентаций
««Моделирование фартука» 5 класс» — Художественное моделирование. Нанесение названий деталей. Моделирование нагрудника. Виды отделки. Процесс создания одежды. Изучение материала. Чертеж основы фартука. Бретелька.
Ознакомить с приемами художественного конструирования. Повторение пройденного материала. Моделирование кармана. Моделирование нижней части фартука. Закрепление материала.
Правила техники безопасности при работе с ножницами.
««Вышивка» 5 класс» — Виды вышивки. Гладь. Пятёрка. Технологическая карта. История вышивки. Вышивание. Физкультпауза. Ваше настроение. Изображение. Волшебный сундучок. Познакомиться с историей вышивки. Техника безопасности. Молодичка – невеличка, а весь мир одевает. Счётная вышивка. Техника безопасности при работе с утюгом. Ручные инструменты и материалы.
«Натуральные волокна» — Готовую ткань окрашивают или набивают рисунок. Упаковка в кипы (прессование). Основа. Швейное материаловедение. В прядильном цехе из ровницы вытягивают и скручивают нити. Чесальный цех.
Предварительная очистка. Классификация натуральных волокон. Как получают ткань? Ленточный цех. Получают пряжу. Кромка. Тонкая нить, полученная путем скручивания волокон. Деление волокна на узкие полоски (ровницу).
Челнок.
«Изготовление изделия» — Выбор варианта. Основы проектирования. Изделие.
Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».
Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Края прутков скрепляются между собой при помощи сварки или хомута.
Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Приспособление «Глобус»
Предназначено для создания элементов с большим радиусом изгиба. Детали используются в дизайне для выделения части декора. Часто имеют внутри отдельный узор. На профессиональном сленге по этой причине иногда называется «объемник».
Устройство и принцип работы
Устанавливается на базе «улитки». Сначала загибается один край заготовки при помощи специально установленной втулки. Она является основой для оси рычага.
Затем при помощи второй втулки заготовка обкатывается по шаблону, выполненному в форме дуги нужного радиуса. Оба ролика закреплены на рычаге, который приводится в движение руками. Противоположный конец заготовки гнется таким же образом.
После необходимое количество выгнутых деталей соединяются между собой с помощью сварки или хомутов.
Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.