Русские умельцы ножевого дела, никогда не ищут лёгких путей. Потому что это – для многих хобби и увлечение. Бывает, что из простого занятия, получается настоящий небольшой бизнес. Но в большинстве своём, для людей это всё же, это отдых и отвлечение от повседневной жизни. Каждый человек, определяет свой досуг сам. Любители ковать, довольно часто изготавливают свои изделия из необычных вещей, например: нож из подшипника. Очень интересный и непростой процесс.
Самодельный нож из подшипника.
Как правильно закалить нож из напильника
Современные изделия приносят своим владельцам немало разочарований. Эргономичные новинки популярных брендов отличает прекрасный дизайн. Однако по своим потребительским свойствам они часто ненамного превосходят дешевый ширпотреб. Подобная беда не миновала рынок ножей. Лезвия новомодных моделей ножей быстро тупятся, непрочные режущие кромки покрываются зазубринами. Полной противоположностью станет нож из подшипника, в изготовлении которого используется особо прочная сталь. По отзывам владельцев, острием такого самодельного ножа можно царапать стекло, металлическое лезвие режет мясо с костями без образования зазубрин.
Монтаж подшипников: как правильно установить и закрепить деталк, схемы установки
В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали. Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее. При желании корпуса подшипников можно создавать своими руками.
Плюсы и минусы ножа из подшипника
Существуют самые разные способы изготовления ножей. В качестве металлической заготовки используются рессоры, поршневые клапаны судовых двигателей, ж/д костыли, стальные тросы, полотна пил, напильники, сверла. Не разочарует любителей качественного режущего инструмента и самодельный нож из подшипника.
Не стоит забывать, что по российским законам согласно ст. 223.4 УК РФ запрещено незаконное изготовление холодного оружия. На его изготовление и продажу требуется специальная лицензия.
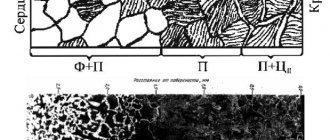
Не проще ли вырезать стальное полотно из полосы подходящей толщины, чем разгибать и плющить толстостенное кольцо подшипника? Однако весь смысл такого выбора заключается в том, чтобы задействовать особопрочную марку низколегированной стали. Большие трудозатраты в процессе обработки оправданы неординарными свойствами получаемых ножей. Секрет заключается в особом химическом составе «подшипниковой» стали ШХ15, о котором можно судить по таблице.
| Наименование | С | Si | Mn | Cr |
| % содержания | 0,95 — 1,0 | 0,17 — 0,37 | 0,2 — 0,4. | 1,35 — 1,65 |
Следует обратить внимание на достаточно низкое процентное содержание хрома, что позволяет оставаться Cr в составе цементита. Если говорить о самой структуре металла, то она отличается однородностью, что повышает пластичность и вязкость металла подшипника. Это позволяет стали показывать высокую стойкость к смятию в составе изделий, отлично держать кромку ножа. Отличительным свойством стали считается способность в результате температурной обработки:
Благодаря высокой контактной выносливости заточка ножа производится не чаще 1 раза в полугодие. Закаливать нож из «подшипниковой» стали лучше в диапазоне температур от 810 ºС до 850 ºС, а отпускать при 160–200 ºС. К недостаткам ножей из подшипника следует отнести обезуглероживание металла при неправильной термообработке и появление пятнышек ржавчины при хранении во влажном помещении.
Варианты профиля Схема конструкции
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.
Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Закалка ножа из подшипника, «крестьянский» подход / Гостевая / НеПропаду
Поскольку я делаю ножи в основном из подшипников от автомобилей, по размеру обычно это диаметр сантиметров 10-15, и начинал полным дятлом, после чисто интуитивных попыток возникли следующие проблемы: • После закалки в воде сталь хрупкая настолько, что разлетается как стекло при сильном ударе
Собственно, все. Остальное все меня устраивало. Но мне хотелось, чтобы «не ржавело», «хорошо резало», «держало заточку», «не раскалывалось».
Болометра у меня нет, «все на глазок», и когда я читаю рекомендации «выдержать два часа при температуре 453 градуса» — это не для меня. В конце концов, плюс-минус твердости или вязкости мне фиолетово. Меня вполне устроит «более-менее» приличное качество по перечисленным параметрам.
1. Отковываю, обязательно соблюдая следующие условия:
• При нагреве я лучше недогрею, чем перегрею. Стараюсь не накалять до белого свечения, работаю в диапазоне красного-желтого. Лучше я почаще буду совать-вынимать, чем пережгу. • Внимательно следим за деталью, когда лежит в горне: попытка сэкономить и делать одновременно две детали приводит к тому, что или пережжешь, или что-то испортишь. • Нагрелось до красного яркого с кусками желтого свечения – вынимаем • Периодически пшикаем-брызгаем из бутылочки пластиковой (как на шашлык) – лучше видно температуру, где что нагрето, да и угли экономит • Особенно внимательно, когда есть тонкие детали (лезвие, например) – не пережечь!
2. НИ В КОЕМ СЛУЧАЕ НЕ БИТЬ ПО ХОЛОДНОМУ МЕТАЛЛУ!
• Когда куешь, металл пластичен. И по свечению видно, если он начинает остывать. Конечно, хочется за один раз отковать «побольше». Надо бороться с этим искушением. • Как только при ударе молотом (а я все вручную, нет механики) – чувствуешь, что пластичность уменьшается – останавливаемся, греем дальше.
Пояснение: насколько я понял, объясняется все просто. Как только я треснул молотом по подостывшему металлу, возникают микро-трещины, которые плохо «залечиваются» даже хорошим нагревом, и потом по ним все ломается. Вот и все.
Я пробовал в воду. При любых (почти) вариантах – хрупкая сталь получается. Поэтому взял, слил в канистру отработанного машинного (не проблема достать). Читал картинки и про то, какие температуры для каких марок стали… Разбирался в свечениях и цвете металла. Сухой остаток:
• Когда форма детали скована – я стараюсь максимально близко к финальной форме, чтобы поменьше точить, — приступаю к закалке • Нагреваю до (в среднем) цвета-свечения между красным и желтым (на глазок) – но для этого есть обоснования теоретические, скажу ниже, — и опускаю ВЕРТИКАЛЬНО ЗА ХВОСТИК кончиком лезвия вниз быстро-быстро в масло. Держу несколько минут, чтобы полностью остыло. • Нагреваю до темно-красного цвета и закаляю еще раз • Если «ведет» нож, что бывает, — просто искривляется он – нагреваю до темно-красного цвета (минимальная пластичность) и подправляю, если надо, закаляю еще раз. • Кладу рядом с углями на поддон, вырубаю горн – пусть остывает все вместе.
Правила монтажа роликовых сборочных узлов
Роликоподшипники довольно часто используются для максимального уменьшения силы трения в процессе работы механизма. Они отличаются прочностью, работоспособностью, а потому часто устанавливаются в сложные технические конструкции, такие как промышленные станки. Но для достижения продуктивного результата, необходимо соблюдать определенные правила.
Процесс лучше осуществлять с помощью гидравлического или ручного пресса, чтобы не повредить детали. Существуют и другие рекомендации:
- • Для начала посадочные места покрываются специальной смазкой. Ее слой должен быть тонким, но достаточным для свободного помещения узла.
- • В зависимости от конкретного вида опоры и собственно конструкции механизма определяют сторону монтажа.
- • Далее, монтажный стакан с упором совмещается с кольцом роликоподшипника строго по осям.
- • После того как убедились в соответствии, прикладывается первичная пробная нагрузка, чтобы посмотреть, насколько плавно происходит движение.
- • Если результат удовлетворительный, совершается окончательный монтаж и регулируется зазор.
- • На последнем этапе производится фиксация всех элементов.
Если не пропускать ни одного шага в процессе установки детали, сборочный узел равномерно встанет на свое место. В противном случае нередко случаются перекосы. Они нарушают износостойкость и приводят к быстрым поломкам. Проверить, насколько успешно выполнена работаем, можно не только при первом пробном запуске, но и при простом осмотре изделия. Явные проблемы будут очевидны сразу, а значит устранить их надо незамедлительно.
Необходимые материал и инструменты
Помимо самого подшипника в процессе изготовления ножа понадобятся:
- деревянные накладки для рукояти;
- латунные штифты для заклепок;
- эпоксидная смола с отвердителем;
- масло, антисептическая пропитка для дерева;
- расходные материалы: бумага, полиэтиленовая лента, маркер.
Масло для закалки берется минеральное или растительное, подойдет старое трансформаторное или автомобильная отработка. Понадобится бумага для ксерокса формата А4 или А3, оберточная для зажима лезвия в тисках, шлифовальная разной зернистости для ошкуривания металла и древесины.
Необходимо иметь в наличии соответствующее оборудование и инструменты, а также запастись следующей оснасткой:
- болгаркой с абразивным диском и шлифовальным кругом;
- наковальней или аналогом из обрезка двутавра;
- молотом 4 кг, молотком 1 кг, кузнечными клещами и струбцинами;
- слесарными тисками, зубилом;
- печью или кузнечным горном;
- бытовой духовкой;
- настольным сверлильным станком;
- полировальной машиной;
- ленточной шлифовальной машиной (гриндером);
- дремелем;
- электролобзиком и стамеской.
Особые требования предъявляются к печи, она должна разогреваться до 1100 ºС, что в зоне горения обычного очага недостижимо. Необходима толстостенная печь из металла, растапливаемая древесным углем. Обычную вытяжку необходимо переоборудовать, оснастив приточным вентилятором.
Диск болгарки лучше всего брать абразивный, чтобы проще было распилить обойму подшипника. Подойдет насадка с алмазным покрытием. Не стоит пытаться использовать в болгарке фрезу – она только будет скользить по поверхности подшипника из закаленного металла.
Дополнительно, если отсутствует достаточный опыт работы с кузнечными клещами, потребуется электросварка. С ее помощью к заготовке приваривается арматурина, которая станет удобным держаком заготовки ножа при ковке металла тяжелым молотком.
Если следовать рекомендациям владельцев ножей из подшипника, не помешает изготовить или приобрести специальное приспособление для заточки инструмента. Оно позволит поддерживать на высоком уровне режущие свойства ножа в процессе последующей эксплуатации.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:
- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
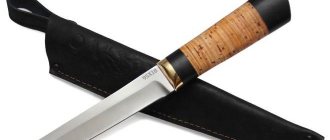
Особенности стали 65Г
Клинки ножей, изготовленные из такой стали не блестят. Лезвие таких клинков отличаются темным оттенком, обычно их декорируют орнаментами разного характера. Этот материал более твердый, в следствии чего нож из него изготовленный с легкостью выдерживает попадание на кость, кромка реза при этом остается невредимой. Кроме того, такие клинки очень острые и бумагу режут аналогично бритве. Рассуждая о недостатках, можно отметить что такая сталь быстрее подвергается ржавчине и не так проста в заточке, по сравнении с ШХ-15. В итоге, среди главных достоинств пчаков, сделанных из стали 65Г выделяются следующие:
- Клинок способен резать различные материалы, благодаря своей остроте;
- Острие абсолютно легко переносит факт попадания на кость, не теряя при этом своих качеств.
Из написанного выше, можно сделать такой вывод: Из какой стали бы не был изготовлен нож, каждый из них имеет свои достоинства и недостатки, учитывая которые любой человек может выбрать национальный узбекский нож, подходящий именно ему.
Монтаж сборочных узлов скольжения
Такие детали могут быть неразъемными и разъемными. Особенности установки в первую очередь зависят именно от того, какой вид изделия планируется заменить. Если речь идет о первой группе, сначала проводится запрессовка подшипников на вал и их закрепление в корпусе. Делать это можно не только с помощью специального прессовочного оборудования, но и вручную. В этом случае пошаговая инструкция выглядит так:
- • Втулка надевается на оправку, которая центрируется в отверстии.
- • С помощью молотка конструкция аккуратно вводится в посадочную щель. При этом важно не допустить перекосов.
- • Уже запрессованная втулка крепится специальными стопорами.
Если запрессовать подшипник на вал правильно, можно добиться высокой износоустойчивости от узловой опоры. Важное значение имеет наружное состояние используемого элемента. Если на нем уже перед началом работ есть царапины, сколы и другие повреждения, деталь лучше заменить. При приеме сильной нагрузки поврежденный элемент продолжит разрушаться. Небольшая потертость довольно быстро может стать серьезной проблемой. Особенно если есть сопутствующие неприятности со смазкой или неправильной постановкой.
Разъемные конструкции устанавливаются по отдельности в основание и крышку механизма. При этом оставляется небольшой зазор, позволяющий нормально работать. Важной особенностью можно назвать необходимость подгонки такого типа узловых опор, независимо от того, делается замена в домашней мастерской или на серийном производстве. Причем соврешается это уже во время первичной проверки. Правильность монтажа оценивается по тому, насколько свободно деталь скользит в конструкции.
Обработка подшипника и подготовка детали к ковке
В качестве заготовки ножа подойдет подвесной подшипник карданного вала автомашины или любой другой диаметром 100–150 мм. Например, допускается использовать экземпляры требуемых размеров от осевого механизма и приводного оборудования станков, подвижных агрегатов. Непосредственно исходником служит самая массивная часть изделия, называемая наружной обоймой подшипника. Она изготовлена из конструкционной стали марки ШХ15.
Способы разборки подшипника бывают разными. Поскольку кроме наружной обоймы ничего не понадобится, а расколоть обечайку ни в коем случае нельзя, применим самый «гуманный» способ – пиление металла болгаркой. Подшипник лучше зажать в тиски и распилить по возможности и внутреннее кольцо. Пилить внешнее кольцо лучше наискосок, тем самым формируя носик ножа. После распила зубилом разрушается сепаратор и удаляются все внутренности вместе с шариками. Если требуется, место среза разжимается слесарным инструментом. Окружность должна быть на 1–2 см длиннее ножа, поэтому лишние сантиметры заготовки отпиливаются.
Производители и маркировка
В зависимости от типа производителя, существует определенная маркировка деталей. Если это не корпус для подшипника, своими руками созданный, он обязательно будет иметь обозначение соответствующей компании, его создавшей.
Существует большое множество брендов, но популярными сегодня считаются следующие производители:
- Китай и Сингапур выпускают детали с маркировкой FBJ.
- Итальянские элементы механизма для подшипников могут быть промаркированы как KDF или TSC.
- Япония маркирует свои корпуса как ASAHI или NSK.
- Продукция SKF настолько дорогая, что ее практически не встретить в оборудовании нашей страны.
Цена на такие изделия зависит от производителя и, как правило, тем выше, чем качественнее сама деталь. Самыми дешевыми, но недолговечными считаются польские и российские корпуса, более высокого качества изготавливаются представленные детали японцами. Далее выше надежность и стоимость имеют узлы итальянского производства, а за ними следуют сербские механизмы. Самыми надежными, но очень дорогими считаются немецкие и шведские, а также некоторые японские (NTN, KOYO) корпуса для подшипников.
Заточка лезвия
Точить нож лучше вручную, так как при применении электрического точила существует опасность перегрева металла. Для заточки обычно используют точильный камень. К процедуре приступают по завершении травления, после высыхания эпоксидной смолы. Лезвие закрепляется таким образом, чтобы угол заточки составил 20 °.
- Вначале производится заточка грубым абразивным точилом (например, алмазным бруском «extra-extra coarse»). Обработка проводится исключительно в перпендикулярном режущей кромке направлении. Необходимо периодически промывать точило в мыльном растворе. Закончив заточку одной стороны лезвия, его переворачивают и затачивают вторую.
- Затем приступают к доводке. Для её выполнения подходит алмазный брусок «extrafine» либо камень из керамики с зернистостью 1000. Во время доводки направление заточки меняется на противоположное (вдоль лезвия).
- Следующий этап — полировка поверхности. Для этого процесса используется алмазный брусок «extra-extra fine» либо керамическое точило с зернистостью 8000. Инструмент должен двигаться перпендикулярно кромке лезвия ножа. Это правило необходимо обязательно соблюдать при финальной шлифовке изделия.
Маркировка корпуса в зависимости от конструкции
Корпус подшипника может быть обозначен различной маркировкой в зависимости от типа узла. Изготовленный для радиальных деталей, которые устанавливаются во фланцевые узлы, механизм крепится установочными винтами. Подшипник в них обозначается UC, а корпус для них бывает F, P, Т, FL, FC. Если этот узел соединен воедино, деталь будет иметь вид, например, UCP, UCT, UCFL.
Для опорных конструкций корпус обозначается как SD, а сам подшипник – SN.
Приобретать подобные изделия лучше у непосредственного представителя того или иного производителя. Это гарантирует качество приобретаемых деталей.
Отжиг и ковка заготовки
Сталь легирована хромом, поэтому перед ковкой ее обязательно следует отжечь. Нужно сначала деталь нагреть докрасна в печи и, не давая остыть, выправить молоточком на наковальне. Сталь становится пластичной и после медленного остывания в печи со скоростью 20–40 градусов в час готова к ковке.
Самый ответственный этап ковки подшипниковой стали следует проводить в интервале температур от 800 ºС, которой соответствует вишнево-красный цвет каления, и до 1100 ºС, сопровождаемой темно-желтым свечением. При наличии бесконтактного пирометра температуру поверхности металла можно определить с точностью ± 1,5 ºС.
Следует предварительно потренироваться в нагреве и ковке металла на обычном прутке. Чтобы не сломать заготовку под ударами молота, лучше лишний раз накалить металл, чем продолжать обрабатывать охлажденным. Контролировать температуру проще по цвету каления, при появлении тусклого вишневого свечения надо сразу помещать деталь в печь.
Деталь ножа после нагрева укладывается на наковальню и плющится молотками до требуемой толщины. При отсутствии опыта работы в кузне, можно ограничиться выпрямлением заготовки, заменив операцию ковки обдиркой заготовки. Правильной считается такая техника ковки ножа, при которой:
- проковка производится смещением металла с середины полотна к кромке лезвия, постепенно истончаясь;
- округливание острия производится c одновременной оттяжкой заготовки ножа по длине;
- после окончательной раскатки пластины остается припуск не более 2 мм.
Заготовка разогревается Остывшую заготовку пропиливаем по канавкам болгаркой Разогнутую заготовку нагревают и молотком доводят до плоской формы Получившийся хвостик вытягиваем в длину, чтобы в конце он сходил в размер 5 мм на 5 мм
Как сделать корпус для подшипника без токарного станка
В данном обзоре автор показывает, как из металлолома изготовить корпус для подшипника. Причем в данном случае можно обойтись без токарного станка.
Для изготовления корпуса подшипника потребуется металлический уголок 32*32 мм, металлическая полоса толщиной 5 мм и шириной 19 мм.
Также автор использует кусок стальной трубы с наружным диаметром 60 мм (внутренним — 54 мм) и стальную шайбу с внутренним диаметром 31 мм (наружным — 55 мм).
Подготовка к работе
На подготовительном этапе следует придумать форму клинка и рукоятки к нему. Эти детали необходимо отобразить на чертеже будущего изделия. Отметьте на эскизе также метод их крепления. Профессиональное изготовление кинжала из напильника предполагает применение ковки железа в кузне.
Это обеспечивает прочность металла, придавая ему эластичность, позволяет убрать лишнюю толщину уплощением стали ударами молота, а также ускоряет процесс изготовления стилета, снижая затраты времени на его последующую обработку. При отсутствии кузнечного оборудования и специальных навыков можно изготовить хороший самодельный нож и без ковки. Его качество не будет уступать выполненному опытным кузнецом при условии подбора настоящего советского напильника.
Проверить, является ли сталь легированной или обычной, прошедшей закаливание, можно следующим способом: достаточно поместить деталь на кромке стола и ударить по её хвостовому кончику молотком. Он должен не сломаться, а немного погнуться.
Также определить качество металла позволит обработка на точильном станке — у обычной стали появится множество длинных пучков искр, а у высоколегированной образуется пышный сноп искр небольшой длины.
Читать также: Прессование опилок в домашних условиях
Первый этап изготовления ножа своими руками — обжиг. Нагревание металла обеспечивает его податливость, необходимую для механической обработки. Поэтому сделать нож из напильника без термообработки невозможно.
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.
Корпус и собственно подшипник — качения, скольжения и других разновидностей — вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше. Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы. В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Обдирка и шлифовка поковки, перенос контуров с шаблона
После этого деталь обдирается на точиле или ленточной шлифовальной машине. В процессе обработки снимаются лишние слои металла и неровности, а поверхность становится идеально ровной и блестящей.
На следующем этапе на бумаге подготавливается шаблон режущего инструмента в масштабе 1:1. Ножницами вырезается бумажная копия и обводится маркером на отшлифованной пластине. Случается, перенесенный на заготовку абрис трудноразличим или стирается в процессе последующего выпиливания. В этом случае следует продублировать контуры ножа, процарапав линии на металле чертилкой. Вместо нее подойдет любой слесарный инструмент с острием из инструментальной стали.
Пластина зажимается в тисках и обрезается болгаркой по шаблону. В наиболее криволинейных участках делается много надрезов, «ступенькой» вырезают маленькие фрагменты металла. С целью убрать оставшиеся кусочки и зазубрины полуфабрикат ножа обтачивается шлифовальной насадкой.
Маркером рисуем на заготовке форму ножа и выпиливаем Облагораживаем уголочки и делаем более плавную линию
Инструменты, которые вам понадобятся
Для упрощения процесса монтажа был разработан целый ряд механических инструментов. В частности, компания NSK предлагает следующие изделия:
- Монтажный комплект FTN333 – это отличный вариант для установки подшипников малого и среднего диаметра (от 10 до 55 мм) методом холодной посадки. Так вы корректно и беспроблемно справитесь с этой операцией.
- Гаечные ключи – представлены в стандартном и усиленном исполнении. Незаменимы при установке контргаек. Это простое и недорогое средство для монтажа подшипников с конической посадкой.
Для удобства работы с подшипниками большого диаметра, компания предлагает гидравлическое оборудование:
- Съемники, толкатели и съемные пластины – обеспечивают большие нагрузки для соблюдения рекомендуемой силы контакта между кольцом детали и поверхностью. Упрощают процесс монтажа и исключают возможность появления ошибок при установке.
- Гайки – благодаря методу смещения повышают точность и скорость инсталляции компонентов подшипникового узла с конической посадкой. Имеют антикоррозийную пленку, а значит имеют длительный срок эксплуатации.
- Насосы – предполагают совместное использование с гайками, нагнетают масло и значительно упрощают операцию.
Кроме того, для каждого типоразмера подшипника разработаны индукционные нагреватели. Компания NSK предлагает линейку устройств разных размеров и мощности.Они обеспечивают оптимальную и безопасную температуру деталей, чтобы процесс установки методом горячей посадки проходил беспроблемно.
Закалка и отпуск клинка
Термическая обработка производится с целью достижения сталью требуемых параметров и проводится в два этапа. На этапе закалки металл приобретает высокую твердость, прочность и износостойкость. Следует нагреть клинок в печи до 830 ºС и сразу поместить на один час в кюветку с маслом, разогретым до 50–60 ºС.
Как закалить нож из подшипника при отсутствии пирометра? Определить достижение требуемой температуры изделия в печи можно двумя способами:
- посыпаем инструмент поваренной солью и отмечаем момент плавления NaCl, он наступает по достижении t = 800 ºС;
- магнит перестает «прилипать» к металлу при температуре перестройки кристаллической решетки материала, наступающей перед плавлением.
Нагревать масло требуется для разжижения, чтобы оно лучше обволакивало самодельный инструмент. Во время обработки не следует переворачивать изделие, нельзя доливать или взбалтывать закалочную субстанцию. Следует быть особенно аккуратным с маслом. При погружении раскаленного металла оно имеет свойство воспламеняться.
На этапе отпуска достигают оптимального сочетания прочности, пластичности и ударной вязкости стали. Одновременно снимается внутреннее напряжение материала. Инструмент помещается в духовку, разогретую до температуры 170–200 ºС, где выдерживается в течении двух часов.
Охлаждение полуфабриката ручной работы до температуры окружающей среды происходит естественным путем в выключенной духовке.
Проверить качество закалки можно с помощью надфиля. Если при проведении по ребрам клинка он скользит, закалка ножа из подшипника достигла результата. Также способ тестирования заключается в попытке разрезать стеклянную бутылку, от лезвия на стекле должны остаться царапины. Таким клинком бреют волосы на руке, строгают подвешенный лист бумаги.
После закалки на лезвии появляется интересный рисунок
Виды
Эти механизмы можно разделить на группы по направлению нагрузки, по элементам, на которые опираются обоймы, по наличию или отсутствию вращающейся проставки и по материалу изготовления.
Из чего состоят, и как делают подшипники скольжения
Изделие бывает радиальным и опорным, с полным или частичным оборотом. В зависимости от условий эксплуатаций оно изготавливается в виде: внешней и внутренней обоймы (нижняя и верхняя), скользящей втулки (шайба), системы смазки (принудительная, естественная, воздушная).
Полированные поверхности, за счет смазочного материала или благодаря физическим свойствам прокладок, обеспечивают длительное легкое скольжение. Сырье для изготовления: сталь, чугун, бронза, фторопласт, баббит, алюминий, керамика. Подбираются пары с минимальным коэффициентом трения. Из какого металла изготовлена втулка подшипника, впрямую зависит, в каком обойме она будет вращаться.
Качения
Такие узлы делятся на радиальные, упорные и комплексные. Это определяет направление нагрузки. Первые подразделяются на три основных класса: шариковые, роликовые, игольчатые. Эти виды могут быть с ограничительными кольцами и без них, с одним или двумя пыльниками и полностью открытые.
Второй тип создается на основе шаровых элементов, цилиндрических и конусных роликов. Выпускаются разновидности полностью разборные. Третий – совмещает качества первого и второго по воспринимаемому усилию. Также бывают открытого и закрытого типа.
В зависимости от материалов для изготовления подшипников качения, существуют несколько подклассов:
- • стандартные (наиболее распространены);
- • предназначенные для повышенных нагрузок;
- • рассчитанные на экстремальные температуры;
- • устойчивые к агрессивным средам.
Для особых условий (сверхвысокие обороты вращения, сильный нагрев, необходимость эксплуатации в присутствии кислот и щелочей) применяются изделия из керамики, нитрида кремния, пластиков. Существуют модели, где скользящим слоем является газ или магнитное поле.
Химический состав
Как и все углеродистые стали, ШХ15 имеет в своем составе углерод, содержание которого составляет от 0.95 до 1.05%.
Из легирующих добавок основными являются:
- кремний, увеличивающий прочность и сохраняющий вязкость;
- марганец, повышающий вместе с хромом твердость и износоустойчивость, сопротивляемость ударным нагрузкам при сохранении пластичности;
- хром, придающий сплаву антикоррозийные свойства.
Стоит отметить, что если сплав содержит более 13% хрома, сталь относят к нержавеющей. В ШХ15 его количество невелико: всего от 1.35 до 1.65%.
Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.
К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Очистка и травление
Неприглядная окалина и следы сгоревшего масла на откованном клинке убираются гриндером с шлифовальной лентой зернистостью 240–320. Оставшиеся после машинной обработки царапины удаляются вручную с помощью абразивной бумаги зернистостью 320–400. Обработка проводится прямолинейными движениями наждачной бумаги, направленными под углом 90 относительно направления царапин гриндера.
От шлифовки «нулевкой» Р400 переходят к полировке материалом с зернистостью 600–800. Смачивание абразивной шкурки водой позволяет эффективнее полировать изделие. Зеркальный блеск появляется после обработки пастой ГОИ или другим полировальным составом, нанесенным на кусочек кожи.
Дополнительной операцией травления на металлическую поверхность ножа наносят надписи, орнаменты, рисунки. Обычно используется техника, при которой на область изображения приклеивается трафарет, а поверхность вокруг заклеивается малярным скотчем. Затем наносится протрава на определенное время, после чего нож моется в воде.
Правила установки роликовых подшипников
При монтаже основное усилие должно быть направлено исключительно через внутреннюю обойму при насадке на вал и наружную при запрессовке в корпус. Недопустимо производство работ, при котором возникает ударное или другое динамическое воздействие.
При креплении и на вал, и в корпусную конструкцию – направлять одновременное усилие на оба кольца одновременно, не допуская перекоса.
Устанавливая детали при помощи подручных инструментов, когда нет возможности воспользоваться штатными приспособлениями, нельзя допускать ударные усилия к поверхности сепаратора, надо применить прокладку, гасящую воздействие. Можно воспользоваться втулкой из незакаленного стального или медного сплава.
При способе установки шарикоподшипников на вал с натягом, элемент желательно предварительно разогреть с помощью индукционного устройства, а затем насадить с небольшим усилием. Сторона п/ш, имеющая заводскую маркировку должна быть снаружи.
При работе с крупногабаритными элементами целесообразно воспользоваться специализированными приспособлениями, например, гидравлическими распорами, гарантирующими отсутствие повреждения поверхностей и повышенную производительность работ. Эта методика рекомендуется при установке п/ш, имеющих внутренний диаметр более 150 мм.
Подготовка накладок
От правильного выбора материала для изготовления рукояти зависит эргономичность и общее восприятие ножа. В качестве исходного материала для изготовления рукояти ножа используют сплавы металлов, пластмассы, натуральная кожа, эластомеры. Незаменимы в этом качестве твердые и ценные породы древесины.
Накладные ручки, наиболее подходящие под хвостовик подшипникового ножа, состоят из 2 идентичных половин. Потребуется запастись обрезками металлического прутка для штифтов ручки ножа. В случае использования древесины, следуeт придерживаться следующей последовательности:
- обработанный антисептиком брусок зажимают в тисках и распиливают на 2 одинаковые части;
- чтобы устранить зазоры, тщательно ошкуривают стороны, соприкасающиеся с металлом;
- наносится контур рукояти ножа, вырезаются лобзиком две плашки;
- половинки накладываются на хвостовик, размечаются и сверлятся отверстия под штифты.
Подготовка рукоятки
Особенности установки выжимного подшипника
Этот п/ш является одним из основных компонентов узла сцепления транспортных средств, установленного между двигателем и КПП. Его задачей является размыкание потока при нажатии педали. Специальный привод смещает п/ш по направляющей на валу к корзине, надавливая на диафрагму. В разных т/с используются механические и гидравлические детали. Для установки следует придерживаться определенного алгоритма:
- демонтировать коробку переключения передач, чтобы получить доступ к прочим узлам;
- отвести оконечности фиксатора, где муфта стыкуется со стаканом;
- извлечь п/ш из втулки одновременно с муфтой и пружинным держателем, отжав 4 крепежа;
- осмотреть старый компонент на предмет наличия дефектов, проверить посадочное место и сопредельные узлы;
- перед монтированием нового п/ш проверить наличие люфта и возможность свободного вращения;
- смонтировать деталь на направляющую втулку и зафиксировать пружинным приспособлением вместе с муфтой, предварительно нанеся обильную смазку;
- проверив должную посадку, поставить на место КПП.
Подобный способ описывает замену п/ш на легковом автомобиле ВАЗ, при установке выжимного подшипника на МАЗ и других грузовых транспортных средств, следует руководствоваться детальной инструкцией и рекомендациями производителя техники. Желательно использовать специализированные приспособления и ремонтные работы производить в сервисном центре, особенно это актуально для машин на гарантии.
Источник
Сборка
Требуется развести эпоксидный клей. На соединяемые плашки следует нанести риски или продавить неглубокие вмятины для лучшей адгезии слоя эпоксидки. Обязательно следует обезжирить металлическую часть ножа, которая будет находиться внутри рукояти. Сборка производится в следующей последовательности:
- наносится эпоксидный клей на поверхности накладок со стороны рисок;
- половинки накладываются с обеих сторон хвостовика, в отверстия продеваются штифты, собранная рукоять оборачивается бумагой и плотно сжимается струбциной;
- после застывания эпоксидки резаком по дереву снимают фаски с ребер накладок ножа;
- наждаком на матерчатой основе с зернистостью 80 производят грубую обработку деревянных плашек ручки ножа;
- полосками наждачной бумаги полируют рукоятку вчистую.
Отполированная поверхность покрывается разогретым до 50–60 градусов льняным маслом. После впитывания процедура повторяется 2–3 раза. В последующем покрывать лаком рукоять ножа нет необходимости. Под воздействием ультрафиолетовых лучей масло полимеризуется, превращаясь в твердую эластичную субстанцию. Она заполняет мельчайшие поры древесины, защищая лучше любого лака рукоятку ножа от влаги и внешних воздействий.
Источник
Как снять внешнюю обойму подшипника стиральной машины?
В этой статье мы разберем схему установки радиально-упорных подшипников, расскажем, как проводится их крепление на валу и в корпусе разными способами. Выбор наиболее подходящего зависит от типа опорного узла, его размера, принимаемой нагрузки и множества других факторов. Иногда процесс требует использования дополнительных устройств для более надежного монтажа. Рассмотрим самые популярные пути, рекомендуемые для установки, а также возможные проблемы, связанные с неправильным проведением процедуры.
Подшипниковые фланцевые узлы от компании NTN-SNR
Производственная компания NTN-SNR — это совместное франко-японское предприятие, выпускающее подшипники для авиации, ракет, вертолетных трансмиссий и т.д. Среди обширного ассортимента продукции этого производителя имеются и фланцевые подшипники, а также корпуса различных типов.
Компания выпускает шарикоподшипниковые узлы с литыми чугунными корпусами и фланцами круглой, овальной, треугольной формы. Для химического, медицинского и пищевого оборудования ею производятся специальные коррозионностойкие модели. В их число входят детали из термопласта, отличающиеся малым весом и повышенной устойчивостью к агрессивным внешним воздействиям.
В текстильном оборудовании используются модели, заключенные во фланцевые корпуса под трехточечное крепление.
Правила использования и советы
При использовании клея для подшипников надо придерживаться некоторых правил:
- Несмотря на то что некоторые структуры применяются на неочищенных поверхностях, но все равно, если есть возможность, надо провести очищение и обезжиривание. Это положительно скажется на результате склеивания.
- Прочнее соединение произойдет на шероховатых поверхностях.
- Нельзя допустить попадания материала на шарики подшипника, так как это приведет к порче детали.
- Клей надо распределять равномерно по всей соединяемой плоскости элемента. Некоторые составы допустимо наносить на одну из соединяемых плоскостей.
- для нанесения своих составов предусматривает ручное использование, полуавтоматическим и автоматическим способом.
- Для лучшего распределения смеси на плоскостях, надо с нанесенным на них составом повернуть их относительно друг друга.
- Если происходит повторное склеивание, то с поверхности обязательно удаляются предыдущие нанесения.
Советуем посмотреть видео-обзор:
Подшипники с разъемными обоймами
Для несения повышенных осевых и радиально-осевых нагрузок применяют подшипники с разъемной в экваториальной плоскости наружной (рис. 757, а) или, реже, внутренней (вид б) обоймой. Разъем позволяет увеличить число шариков и углубить беговые канавки.
При чисто радиальной нагрузке в подшипниках этого типа образуются три точки контакта — две на разъемной и одна на целой обойме (отсюда их условное название «трехконтактные» подшипники). Правильное качение шариков одновременно по трем поверхностям, разумеется, невозможно. Тормозящиеся двухточечным соприкосновением с разъемной обоймой шарики проскальзывают по целой обойме, поэтому трехконтактные подшипники применяют для несения осевой нагрузки или радиальной при одновременном действии осевой. Осевая нагрузка прижимает шарики лишь к одной поверхности (вид в), на другой стороне шарики отходят от поверхности беговой дорожки, и в итоге получается двухконтактный подшипник.
Угол β контакта зависит от соотношения радиальной и осевой нагрузки. При чисто осевой нагрузке в исполненных конструкциях β = 20—30°.
Разъемные обоймы обычно стягивают крепежными гайками, причем взаимное центрирование обойм происходит по посадочной поверхности.
Подшипники, предназначенные для несения чисто осевых нагрузок, устанавливают в корпусах с радиальным зазором. В этом случае применяют подшипники с полуобоймами, соединенными наглухо с помощью гильзы, завальцованной на торцы (вид г).