: Меры безопасности
Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Процесс изготовление ножа в мастерской
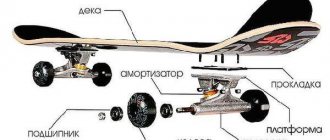
Мы уже побывали в кузнице и увидели, как изготавливаются полосы из дамаска, теперь давайте посмотрим, что происходит с ними дальше.
В первую очередь необходимо с помощью специального лекала обвести на заготовке контур будущего клинка, отрезать его от полосы металла выкованного в кузнице и обрезать по контуру.
На фото (слева-направо): разметка заготовки, заготовка и лекало, вырезание по контуру.
Ковка металла с применением механического молота допускает небольшого различия в толщине металла в выкованной пластине, по этому, необходимо произвести выравнивание клинка по плоскости. После этого клинку придаётся геометрия согласно лекалу и чертежу, так же именно на этом этапе, делается например взрезка по технологии двояковогнутой линзы.
На фото (слева-направо): вырезанная заготовка, выравнивание по плоскости, придание геометрии клинку.
После вышеописанных действий мы получаем клинок уже достаточно близкий по внешнему виду к тому, что мы привыкли видеть на прилавках магазинов, но достаточно грубовато выглядящий и без узора. Клинок необходимо отшлифовать, что называется до зеркального блеска. Далее наносится клеймо мастерской (область для нанесения клейма предварительно разогревается) и делаются отверстия для клёпок, если предусмотрен цельнометаллический монтаж.
На фото (слева-направо): шлифовка, нанесение клейма, сверление отверстий под клёпки.
Ни один клинок не будет обладать заявленными свойствами, если его не закалить. Переходим к следующему этапу термозакалке. Клинок закаливается в термопечи при определённой температуре и получает твёрдость клинка 62 HRC по шкале Роквелла. После этого поверхность зачищается на шлифовальной ленте от окалин и клинок стал бы уже готовой продукцией, если бы не одно маленькое но – нет рисунка. Узор который и делает дамаск — дамаском, проявляется при воздействии на клинок азотной кислоты, все манипуляции в кузне с различными сталями их свариванием и кручением был нужен именно для этого момента, для выявления рисунка.
На фото (слева-направо): термозакалка, очистка от окалины, травление рисунка.
Собственно клинок почти готов осталось придать только угол заточки, уделим немного вниманию рукояти. Монтаж рукояти мы делаем в двух вариантах с хвостовиком и цельнометаллический монтаж. С цельнометаллическим вариантом я думаю никаких вопросов возникнуть не должно, сверлятся отверстия под клепки и на них крепятся накладки. Цельнометаллическая конструкция является наиболее надёжным видом крепления, но большинство предпочитает более традиционное крепление посредством хвостовика. Для такого материала, как береста целмет монтаж практически невозможен.
На фото (слева-направо): обжиг хвостовика, рукоять в разборе, рукоять перед обточкой.
Для монтажа проводится отжиг хвостовика, происходит отпуск металла для сверления отверстий, на клёпку крепится шпилька – можно крепить гарду и рукоять. И последний этап придание формы рукояти – нож готов. Остаётся только придать ему необходимый угол заточки режущей кромке в зависимости от назначения.
Прилагаю некоторое количество фотографий не вошедшие в основное описание, к сожалению, у оригиналов был большой размер, поэтому все фотографии в статье пришлось ужимать для нормальной подгрузки на мобильных устройствах и планшетах, поэтому от увеличения по клику пришлось отказаться.
Когда заготовка готова, пришло время выковать клинок
Оттягиваем тело, носик будущего клинка и хвостовик. Можно также выковать спуски, но в таком случае рисунок металла вскроется слабо.
Рис 20. (клинок после ковки).
Рис 21. (клинок после ковки).
Шлифуем будущий клинок и подравниваем торцы
Рис 22 (заготовка).
После чего ставим клеймо, привариваем хвостовик и размечаем будущие спуски
Рис 23. (заготовка).
Рис 24. (заготовка).
После чего на гриндере, грубо формируем спуски.
Рис 25. (клинок перед закалкой).
Пришло время термообработки
Делаем нормализацию, для того, что бы убрать напряжения от ковки и измельчить зерно металла. Далее закалка: нагреваем в закалочном горне до температуры закалки и опускаем в ёмкость с подогретым до семидесяти градусов маслом. После чего проводим отпуск – нагрев до температуры двести градусов и выдержкой два часа.
Рис 26. (закалочный горн).
Рис 27. (закалка ножа).
Рис 28. (клинок после закалки).
Теперь шлифуем нож на чисто и протравливаем его в пяти процентном растворе хлорного железа – это необходимо, что бы проявить рисунок. В итоге получаем такой клинок
Рис 29. (готовый клинок) – который мой знакомый окрестил «Стихия».
Как точить нож из дамасской стали
Чтобы наточить дамасский нож своими руками, необходимо учитывать следующие нюансы:
- часть клинка с зазубринами и сколами нужно спилить для выравнивания;
- затачивание ножа выполняется медленно и аккуратно, чтобы один слой слоистой структуры не загибался на другой — для этого применяют абразивные материалы с последовательно уменьшающимся размером зёрна;
- заточка выполняется по диагонали — точить клинок вдоль малоэффективно;
- точильные борозды и полосы портят рисунок изделия — их необходимо заполировать мелкозернистым материалом;
- заточенный нож необходимо протереть салфеткой, можно использовать цедру лимона.
Заточка ножа из домасской стали.
Заготовки для производства Дамаска
Сделать дамасскую сталь в домашних условиях может любой мастер, для этого применяют наборы сплавов. В них присутствуют мягкие и твердые включения. Комбинируя их между собой, добиваются получения клинков с выраженными структурными узорами.
Используются следующие комбинации, показанные в таблице. Некоторые мастерские предлагают и свои варианты. Предлагаемые схемы дают наилучшие показатели.
Начиная производство в собственной мастерской, узнать, сколько стоит готовое изделие, несложно. На многих сайтах интернет-магазинов указаны цены. По мере приобретения опыта и повышения качества товара, можно повышать цену на свою продукцию.
Видео: как сделать дамасскую сталь?
Что такое настоящий дамаск и булат
Раньше технология изготовления такого оружия хранилась в секрете — только мастера знали, как сделать дамасскую сталь, а сами изделия очень ценились и стоили невероятно дорого. Впрочем, и сейчас ножи из этих материалов являются дорогим удовольствием, так что немалый процент моделей относится к категории коллекционного оружия.
Дамаск
Технология получения дамасской стали подразумевает проковку скрутки из прутков/пластин углеродистой стали. За счёт проковки слои сплющиваются и становятся очень тонкими — многослойная структура обеспечивает клинку необходимые прочностные характеристики.
Булат
В отличие от дамаска булатные клинки изготавливаются методом литья. По технологии для приготовления булата используется высоко- и низкоуглеродистые стали — в результате плавления в расплаве с низким содержанием углерода находятся частично расплавленные частицы высокоуглеродистой составляющей.
Отличие булата от дамаска
Преимущества булатной и дамасской стали разделили любителей такого оружия на два лагеря. Так что при выборе покупатели больше опираются на личные предпочтения. Как было сказано выше, даже по внешним признакам (по рисунку) чётко опознать эти материалы не представляет проблемы.
Булатная сталь.
: Кузнечная сварка
Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Как сделать дамасскую сталь в домашних условиях?
Перевел SaorY для mozgochiny.ru
Приветствую всех мозгоремесленников! После почти года «общения» с молотом и наковальней, я, наконец-то, приобрел необходимые опыт и инструменты для создания кованных поделок, таких как небольшой «дамасский» нож из данной мозгостатьи.
А начинал я, кстати, с небольшой кувалды в качестве наковальни, бил по которой небольшим молотком.
Сейчас же речь пойдет о создании своими руками небольшого, кованного, а не вырезанного, ножа с помощью самодельного горна, наковальни, молота и решимости. На лавры профессионала я не претендую, и это, безусловно, не единственный спсособ получения сварного дамасска, это рассказ о том, как мне удалось его сделать.
Дамасской сталью сегодня называют сварной дамасск, получаемый из сваренных металлических пластин различной мозгостали, впоследствии прокованных и перекрученных. Это как слепить вместе пластилин разных цветов и перекрутить его для получения волнистого узора.
После ковки такую заготовку подвергают травлению, при котором разнородные металлы заготовки разъедаются неравномерно, тем самым образуя красивый контраст.
Оригинальная дамасская сталь получается другим, весьма специфическим способом (хотя внешне похожа на современный дамасск), и мало кто знает, как ее создать, данный факт создал дамасску репутацию металла, якобы наделенного волшебной силой.
А причина этой «силы», аналогичной и для самурайских мечей — процесс, позволяющий получать более однородную, и следовательно с нужными качествами, сталь, чего нельзя добиться другими способами, и дающий возможность включать в состав заготовки низкокачественную и высоко/низко углеродистую сталь. Что дает намного более качественное лезвие.
!!! ВНИМАНИЕ!! Нож может быть опасен, прошу не давать его в руки людям с нарушениями психики!!!
Шаг 1: Материалы и инструменты
— стальные пластинки двух или более марок (предпочтительней в высоким содержанием угдерода), которые будут контрастировать друг с другом, я взял высокоуглеродистую 1095 сталь и сталь 15n20, с небольшим содержанием никеля, который добавит яркости и контраста после травления— флюс (бура, которую можно приобрести в хозяйственном магазине)— кусок арматуры, длинный пруток (будет приварен к заготовке в качестве ручки)— дерево на ваш выбор для рукоятки ножа— эпоксидная смола (отвердевающая за 5 минут самое то)— латунные клепки— состав для обработки древесины рукоятки, я использовал льняное масло— масло для закалки металла (растительное)
— хлорное железо
— наковальня (желательно настоящая стальная наковальня, хотя при отсутствии таковой подойдут и некоторые другие прочные объекты: кусок рельса, кувалда, большая металлическая болванка, старый причальный столбик «кнехт», или просто большая прочная, твердая и ровная поверхность.
Помните как все началось с ударов камнем на большом камне)— молот (я использовал весом 1.
3кг, с поперечным бойком)— клещи— сварка (необязательна, но желательна для сваривания пластинок друг с другом и приваривания ручки, если у вас нет сварки, то можно плотно обернуть пластины проволокой)— кузнечный горн (способный нагреть заготовку до необходимых для ковки температур, что очень важно для качественного сплавления пластин друг с другом, более подробно об этом позднее)— ленточный шлифстанок или напильник с горой терпения— духовой шкаф или другой способ закаливания— дрель или сверлильный станок
— тиски (очень полезна вещь)
Шаг 2: Сборка заготовки
Стальные пластинки обрезаются по нужным мозгоразмерам, мои к примеру 7.6х1.2см; при этом, чем больше заготовка, тем труднее ее формировать молотом.
Перед тем как сварить их в стопку, пластинки со всех сторон очищаются от ржавчины и окалины.
Далее пластинки укладываются стопкой, чередуя марки стали, так моя заготовка состояла их 7 пластин, три из которых марки 15n20, и четыре — 1095.
Выравненные относительно друг друга пластинки прихватываются сваркой (не обращайте особо внимания на мой шов), а затем к стопке приваривается ручка, чтобы было легче оперировать с заготовкой при ковке. Нет ничего зазорного, особенно после того как, стопка пластин сварена, в том, чтобы использовать только клещи. Я в любом случае выковал себе свои.
Шаг 3: Первая ковка стопки
Немного о моем горне: сделан он своими руками из пустого (для предосторожности специально купил новый) газового баллона, внутри выложен 5см-м слоем каолиновой ваты и огнеупорным цементом. Разогревается он горелкой типа Ron-Reil, о которой есть много хороших мозгостатей. Сам горн не особо большой и без проблем разогревается до нужной температуры.
Итак, заготовка из пластин нагревается до вишнево-красного цвета, жар для этого нужен не очень сильный.
Нагретая заготовка
самоделки посыпается бурой, которая сразу начинает плавиться и необходимо позволить ей просочится между пластинами.
Это удалит окалину и предотвратит окисление, не позволяя кислороду контактировать с металлом. Данное действие обеспечит чистоту металла заготовки.
Затем заготовка снова нагревается в горне и процедура повторяется еще пару раз, не забывая очищать окалину при необходимости.
А уже после этого заготовка нагревается до ковочной температуры, сколько это не могу сказать точно, но полагаю, где-то в районе 1260-1315 градусов Цельсия.
При такой температуре заготовка будет иметь очень яркий желто-оранжевый цвет, примерно как умеренный дневной свет.
Чтобы не тратить время убедитесь, что наковальня и молот находятся под рукой и есть достаточно свободного рабочего пространства.
Затем заготовка быстро помещается на наковальню и легкими, мягкими ударами, равномерно по всей площади, начинается сквовка пластин воедино. Далее заготовка снова помещается в горн и разогревается до ковочной температуры, а потом проковывается ударами средней силы.
А уже после этого заготовка вытягивается, так, чтобы ее можно было загнуть.
Шаг 4: Загибание заготовки
Настало время увеличить количество мозгослоев в заготовке. Для этого заготовка проковывается до длины в два раза большей изначальной, но при этом важно равномерно протягивать ее, а не просто растягивать.
По середине протянутой заготовки на подсечке, зубилом или другим подходящим способом делается поперечное углубление на 3/4 или 4/5 по толщине, по которому заготовка затем складывается пополам на краю наковальни, переворачивается и проковывается по всей длине, при этом убедившись, что половинки не сдвинулись относительно друг друга по боковым кромкам.
Затем повторяется процесс нагревания/ковки из предыдущего шага: флюс, нагрев, остывание, нагрев, ковка, горн.
Процедура увеличения числа слое повторяется до нужного количества этих слоев, так я сложил ее 4 раза и получил 112 слоев. (Хотите больше слоев, пожалуйста, узор тогда получится мельче.
Формула для рассчета слоев такова: начальное количество * 2 в степени количества загибаний, то есть 7*24=112).
Далее разогретая до ковочной температуры заготовка самоделки помещается в паз наковальни, хорошенько скручивается, а затем ей снова придается прямоугольная форма.
Но до скручивания, заготовка пробивается по углам для того, чтобы ее форма стала более округлой, ведь при скручивании и обратной проковке в прямоугольную заготовку могут образоваться включения и примеси от образующихся складок, если температура заготовки меньше ковочной.
После этого мозгозаготовка опять проковывается (я повторил его несколько раз), и охлаждается, а чтобы убедиться в однородности ковки, я зачистил один из концов заготовки.
Во время самой ковки, особенно на первом этапе, важно держать температуру заготовки высокой и быть аккуратным, иначе можно оторвать слои друг от друга (по другому это называется расслоение, что совсем не хорошо).
Шаг 5: Модель и грубое формирование профиля
Теперь необходимо представить профиль будущего ножа и грубо выковать его из заготовки. Чем точнее вы можете проковать профиль и скос, тем меньше придется возиться со шлифовкой (на станке или напильником).
На эту тему есть много мозгостатей более опытных кузнецов, поэтому я не углубляюсь в подробности.
Суть в том, что заготовка ведет себя примерно как пластилин, когда она разогрета, необходимо пробивать ее в нужном направлении.
Шаг 6: Шлифовка профиля
Чистовое формирование профиля осуществляется болгаркой и напильником. Запаситесь чаем, ведь скорее всего, на это потребуется много времени, если конечно у вас нет шлифовального мозгостанка.
Шаг 8:Готовый профиль
После того как профиль поделки сформирован, его необходимо еще доработать напильником с более мелким зерном, я использовал 400-е.
Кромка лезвия затачивается почти, но не до конца, необходимо оставить его немного не заточенным, чтобы при закалке материал кромки не деформировался.
После этого в рукоятке ножа высверливаются отверстия под клепки и подготавливаются деревянные плашки для этой рукоятки.
Шаг 9: Волнующий момент
Закалка. Она либо «создаст» ваше лезвие, либо погубит его. Важно сконцентрироваться и быть осторожным, иначе можно деформировать и разрушить лезвие. Способ которым я пользовался, является не самым тщательным методом мозгозакалки, но лишь он был доступен мне с имеющимися у меня инструментами, да и масло было самым лучшим, которое я мог достать.
Перед закалкой, лезвие необходимо нормализовать. Это снимет напряжения, накопившиеся во время ковки и скручивания, и снизит вероятность коробления во время закалки. Делается эта нормализация нагреванием лезвия выше его критической температуры (когда он больше не намагничивается, поэтому полезно под рукой иметь магнит) и охлаждением на воздухе.
Пошаговая технология изготовления булата из подшипника
Изделия из готовых слитков или заготовок производятся в следующей последовательности.
Внутреннее кольцо подшипника изготовлено из сплава ШХ-15. Его распиливают отрезным диском болгарки, направляют на прогрев в горн. Желательная температура прогрева 900…950 ⁰С.
На наковальне удерживают заготовку кузнечными щипцами. Отбивая молотком выпуклости, из кольца формируют полосу.
Убирают впадины с полосы.
На гриндере придают нужную форму.
С помощью специальной оправки удерживают заготовку. Постоянный угол позволяет с обеих сторон создать одинаковые спуски.
Окончательная форма изделия получается путем обтачивания.
Паста ГОИ и вспомогательный бархатный валик помогают отполировать поверхность.
После полировки получается готовый клинок. Остается изготовить ручку, больстер и ножны. Тогда изделие можно считать законченным.
Оснащение мастерской для производства изделий
В мастерской домашнего мастера, желающего заняться изготовлением изделий из дамасской стали, нужно иметь:
- Сварочный аппарат – с его помощью пластины из материалов различной прочности свариваются в единый блок, которые можно обрабатывать совместно.
- Горн – в нем выполняется нагрев заготовок из готовых предметов до высоких значений температуры (более 800 ⁰С).
- Наковальня нужна для ковки. Методом деформации производится кузнечная сварка, меняется форма детали на разных стадиях обработки.
- Набор молотков и молотов помогает наносить удары с разной силой. Когда работают вдвоем, то ведущий кузнец ударами легкого молотка показывает подручному места для нанесения ударов тяжелым молотом.
- Тиски используют для фиксации заготовок на разных этапах работы.
- Сверлильный станок необходим для сверления отверстий.
- Заточной станок используется чаще остальных, на нем изделиям придают форму и остроту.
- Гриндер – это вариант заточного станка, отличительная особенность заключается в использовании ленты с абразивным покрытием, склеенной в кольцо. С помощью гриндера формируют ровные спуски под заданным углом.
- Станок для изготовления спусков. Качественная заточка до бритвенной остроты возможна только на специальном приспособлении, которое позволяет двигаться по строго определенной траектории.
- Болгарка набором отрезных и зачистных дисков. Простой инструмент оказывает помощь при выполнении самых разных видов действий.
Типы узоров
В результате технологического процесса по созданию дамасской стали на поверхности образуется уникальный рисунок – узор. Выделяют несколько типов.
Дикий дамаск
Наиболее распространенный и простой в изготовлении. Название получил благодаря неупорядоченному узору. Пакет полос из нескольких сортов стали сваривают в единый блок. Многократно перегибают и проковывают снова. Слои металла смешиваются хаотично. Рисунок формируется случайно, выглядит неоднородно.
Одна из самых древних разновидностей дамасской стали. Пользуется высокой популярностью у коллекционеров в виду уникальности узора каждого изделия: ножа, сабли, кинжала.
Штемпельный
Разновидность традиционного дамаска. Узор получается более однородный. Чередуются геометрические фигуры: круги, полосы, кольца. Включает в себя два способа изготовления:
- Пакет металлов сварен заранее. Удары штемпеля наносятся в заданном порядке. Готовое изделие подвергается шлифовке. С поверхности убирается лишний металл с целью более четкого проявления рельефа и рисунка.
- Узор наносится на пакет слесарным способом – фрезой или сверлом. Затем пакет проковывается.
Штампы (штемпели – немецкое слово, от него образовано название) делятся по типу нанесения рисунков:
- сетчатый;
- ступенчатый (лестничный);
- волнистый;
- ромбический;
- кольчатый.
Узоры получаются похожими на рисунок древесного шпона или круги на воде.
Типы рисунков в свою очередь делятся на большое разнообразие узоров. Мастер кузнечного дела может выделяться своим специфическим фирменным стилем. В США популярен дамаск с типом рисунка павлиний глаз, изделия с узором в виде крестиков, имитации колючей проволоки или сетки. Для изготовления первого применяется равномерное сверление металла по всей ширине заготовки.
Турецкая дамасская сталь
Относится к традиционной разновидности узорчатой стали. Способ изготовления представляет собой проковку пучка перевитых стальных прутов. Состав прутков различается. На поверхности образуется сложный рисунок – множество плавных волнистых линий. Размер линий зависит от химического состава металла прутов, их диаметра, способа скручивания.
Японская
Выделяется тонкой структурой слоистой стали. Поверхность подвергается травлению. Структура сплава проступает благодаря необычной полировке. Закалка также имеет особенности. Рукоять клинка покрывается защитным слоем глиняной смеси. Закалке подвергается только само лезвие. Результат отражается на свойствах японского меча. Лезвие становится твердым, острым и хрупким. Рукоять остается упругой.
Мозаичный
Современная разновидность дамаска. Название получила из-за специфического способа изготовления. Слоистая структура дает красивый декоративный эффект. Выделяют два наиболее популярных метода изготовления:
Оболочечный
Для соединения элементов мозаики применяется металлическая труба или контейнер. Контрастная сталь укладывается внутрь. Емкость заполняется инертным газом или маслом. При нагревании происходит связывание кислорода. Внутри оболочки образуется нейтральная среда. Труба полностью заваривается. В таком состоянии оболочка отправляется в горн. Раскаляется до сварочной температуры. Выковывание часто происходит с помощью гидравлического пресса. После образования единой массы металла, оболочка удаляется. Для удаления применяется механический метод. Полученная заготовка проходит дальнейшую обработку.
Технологичный
В бруске стали вырезаются отверстия, в соответствии с заданным рисунком. В отверстия помещаются вкладыши металла другого химического состава равного диаметра. Отверстия и вкладыши вырезаются плазменным резаком. Пакет подвергается сварке диффузионным методом.
Преимуществом данного метода является возможность создания необходимого рисунка, различных изображений. В отличие от поверхностной гравировки, узор залегает на всю толщину клинка.
Волокнистый
Таким методом изготавливаются качественные японские ножи. Слои стали располагают не в длину будущего клинка. Пруты мелко нарезаются и раскладываются под прямым углом. В таком виде пакет проковывается.
Комбинированный
Сочетает классический и традиционный метод изготовления. Оба метода применяются одновременно, отсюда название. На брусок, собранный мозаичным способом, наносится штемпельный узор. Поверхность проковывается и шлифуется. В случае нанесения рельефа путем высверливания или фрезерования, заготовленный сплав подвергается проковке и травится. Шлифовка в этом случае не применяется.
Возможно также сочетание техники ковки дикого дамаска и вставки в сплав металла с контрастными свойствами. В качестве, отличающегося по составу, сплава применяется никель. Он имеет белый цвет, что позволяет выделяться на фоне общего черно-серого узора клинка.
Промышленный
Производится на промышленном оборудование металлургических предприятий. Качество клинков не отличается от ручной работы мастеров кузнечного дела. Масштабы производства значительно больше. По типу узоров может различаться на дикий, мозаичный, комбинированный.
Изготовление меча. От руды до крицы
Очень продолжительное время технологии получения и обработки железа оставались практически на одном месте, они не могли должным образом удовлетворить постоянно растущий спрос на этот металл, поэтому изделий из железа было мало и стоили они дорого. Да и качество инструментов и оружия из этого металла было крайне низким. Удивительно, но на протяжении практически трех тысяч лет металлургия не претерпела никаких принципиальных изменений.
Прежде чем перейти к описанию процесса изготовления холодного оружия в древности, следует дать несколько определений, связанных с металлургией.
Сталь – это сплав железа с другими химическими элементами, прежде всего с углеродом. Он определяет основные свойства стали: большое количество углерода в стали обеспечивает ее высокую твердость и прочность, снижая при этом пластичность металла.
Основным способом получения железа в эпоху Античности и в Средние века (до XIII века) был сыродутный процесс, названный так из-за того, что в печь вдували неподогретый («сырой») воздух. Главным методом обработки полученного железа и стали была ковка. Сыродутный процесс был очень неэффективным, большая часть железа из руды уходила вместе со шлаком. Кроме того, полученное сырье не отличалось высоким качеством, и было очень неоднородным.
Получение железа из руды происходило в сыродутной печи (сыродутный горн или домница), которая имела форму, напоминающую усеченный конус, высотой от 1 до 2 метров и диаметром основания 60-80 см. Такую печь делали из огнеупорного кирпича или камня, сверху обмазывали глиной, которую потом обжигали. В печь вела труба для подачи воздуха, его нагнетали с помощью мехов, а в нижней части домницы находилось отверстие для отвода шлаков. В печь загружали большое количество руды, угля и флюсов.
Позже для подачи воздуха в печь стали использовать водяные мельницы. В XIII веке появились более совершенные печи – штукофены, а затем блауофены (XV век). Их производительность была гораздо выше. Настоящий прорыв в металлургии состоялся только в начале XVI века, когда был открыт передельный процесс, в ходе которого из руды получалась качественная сталь.
Топливом для сыродутного процесса служил древесный уголь. Каменный уголь не использовали из-за большого количества вредных для железа примесей, которые он содержит. Коксовать уголь научились только в XVIII столетии.
В сыродутной печи происходит сразу несколько процессов: пустая порода отделяется от руды и уходит в виде шлаков, а оксиды железа восстанавливаются, вступая в реакции с угарным газом и углеродом. Оно сплавляется и образует так называемую крицу. В ее состав входит чугун. После получения крицы, ее разбивают на мелкие куски и сортируют по твердости, в дальнейшем с каждой фракцией работают отдельно.
Это сегодня чугун является важнейшим продуктом черной металлургии, раньше было иначе. Он не поддается ковке, поэтому в древности чугун считался бесполезным отходом производства («свиным железом»), непригодным к дальнейшему использованию. Он значительно снижал количество сырья, полученным в ходе плавки. Чугун пытались использовать: в Европе из него делали пушечные ядра, а в Индии гробы, однако качество этих изделий оставляло желать лучшего.
Недостатки
Главный недостаток — низкая устойчивость к коррозии металла, из-за большого содержания углерода в составе. Готовая продукция требует тщательного ухода и хранения.
Отсутствие легирующих элементов – необходимых компонентов для придания определенных физических свойств металлу – приводит к образованию ржавчины на поверхности лезвия. В результате клинок может быстро прийти в негодность.
Хранить изделия из дамасской стали рекомендуется в масляном составе.
Высокая стоимость изделий. Сложное производство, уникальные узоры и превосходные характеристики прочности металла сказываются на высокой цене.
Использование качественной стали в изделиях
Не только оружие нуждается в прочных материалах. Конструкционные материалы с особыми свойствами используются в самых разных отраслях промышленности.
Кованые изделия работают в автомобилях, на железнодорожном транспорте, в сельскохозяйственных машинах, на космических кораблях. Используется только весьма упрощенная технология. Ковкой добиваются получения мелкого зерна в строении металла. Устраняются возможные раковины, которые присутствуют в отливках.
Образец современного клинка с выраженным рисунком:
Для дамасской стали отмечают плюсы и минусы.
Положительные характеристики
- Высокая прочность изделия, выдерживает нагрузку, приложенную в разных направлениях (сжимающую, растягивающую, изгибающую и другие виды нагружений).
- Износостойкость режущей кромки, долго держит остроту.
- Имеет необычный внешний вид, невозможно повторить рисунок на аналогичном предмете, делает его узнаваемым.
- Высокая стоимость при реализации.
Специальный вид дамасской стали, изготовленной из троса:
Перечисленные плюсы часто привлекают мастеров заниматься производством по технологии многократной проковки заготовок. Для каждой новой партии товара могут использоваться свои способы и последовательность ковки.
Недостатки
Главный недостаток – это высокие затраты труда на производство изделия. Приходится прибегать к многократному нагреванию заготовки.
Высокоуглеродистая сталь подвержена коррозии. На вопрос: «Ржавеет ли?» Можно ответить однозначно, что без надлежащего ухода ржавчина быстро уничтожает изделие.
Финка из дамасской стали, современное изделие:
Рассчет среднего содержания углерода в дамасской стали
Статей о дамасской стали написано множество, но, поскольку вы собираетесь ее делать, стоит повторить некоторые теоретические положения. Дамасская сталь состоит из чередующихся слоев высоко и низкоуглеродистой стали.
Важную роль играет
среднее содержание углерода в дамаске
.
Его можно рассчитать следующим образом:
Предположим, вы сварили пакет из 30 граммов Ст3 и 70 граммов У8. Таким образом, в вашем дамаске 30% стали с 0.3% углерода и 70% стали с 0.8% углерода. Составив простую пропорцию, вычисляем, что (0.3 х 0.003 + 0.7 х 0.008) х 100 = 0.65. Следовательно, среднее содержание углерода в пакете равно 0.65%. Маловато. А еще надо учесть, что при первом нагреве пакета до сварочной температуры выгорает порядка 0.3% углерода, а при каждом последующем нагреве – еще около 0.03%. Значит, нужно использовать более высокоуглеродистые марки сталей, либо повышать относительное содержание У8 в пакете. По этой формуле вы можете подсчитать среднее количество углерода в пакете и, соответственно, выбрать подходящий закалочный режим. Повысить содержание углерода может операция, называемая науглероживанием. Следует также помнить, что контрастный узор получается при использовании сталей, различие которых по углероду равно или превышает 0.4%. Протравка готового изделия производится в одном из вышеперечисленных реактивов. При этом изделие должно быть уже закалено (закалка повышает контрастность узора) и отполировано. Обезжиренное изделие целиком помещают в протравочный раствор, операцию продолжают до четкого и полного проявления узора.
Подходящие материалы
Явным фаворитом здесь, является дамаск из тросов, метал из которого, изготовлены тросы, позволяют получить неплохой клинковый материал, но за счёт крупного рисунка не даёт прироста режущих (дамасских) свойств
Рис 1. (дамск из троса с крупным рисунком)
Рис 2. (дамск из троса с мелким рисунком)
Но также встречаются тросы, которые не позволят получить хороших режущих свойств (из-за малого количества углерода), в таком случае к телу клинка приваривается режущая кромка из клинкового металла или дамаска, либо изготавливается ламинат — где в центре клинковый материал, а обкладки из декоративного тросового дамаска.
Рис 3. (торцовая сварка: режущая кромка шх15, тело дамаск из троса).
Нужно также отметить, что хотя, если материал и не имеет хороших режущих свойствно в реализации, как в ламинате, так и в торцовом исполнении, трос за счёт своей упругости, позволяет на режущей кромке использовать очень твердый, но хрупкий метал, прочностные недостатки которого компенсирует упругий трос. Такой клинок быстрее согнется, нежили, сломается.
Так же широкое распространение получили такие вторичные материалы как цепи, чаще всего используют либо цепи от бензопил, либо моторные цепи бензиновых двигателей.
Рис 4.(дамаск из моторной цепи).
Более редко используются сетки, их свойства в основном схожи с тросами, описанные выше.
Рис 5. (ламинат: в центре шх15, обкладки дамаск из сетки, на фоне которой снят клинок)
Рис 5.1. (ламинат: в центре шх15, обкладки дамаск из сетки, на клинке оставлена текстура сетки)
Рис 6. (ламинат: в центре шх15, обкладки дамаск с использованием нержавеющей сетки).
Нужно заметить, что подобных материалов, пригодных для изготовления клинкового дамаска достаточно мало, в данной статье я хочу познакомить вас с процессом изготовления клинка из мотка проволоки. Суть данного эксперимента в получении нового рисунка на готовом клинке.
Рис 7. (моток проволоки).
: Финальный и защита
Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Химический состав проволоки
Перед тем как сделать нож, пытаемся выяснить приблизительный химический состав проволоки, это необходимо для того, чтобы узнать, возможно, ли сварить её кузнечной сваркой и приблизительное количество углерода – это необходимо, чтобы узнать возьмёт ли готовый клинок закалку. Этот сложный анализ мы проводим достаточно просто — проверкой на искру.
Рис 8. (проверка на искру).
По искре видим, что метал, не легирован, что говорит нам о возможности её сварки горновым способом и то, что количество углерода 0,8-1%, что позволяет нам предположить, что метал, возьмёт достойную закалку. Также существует возможность выгорания углерода при горновой сварке, но это мы сможем проверить только после сварки.
Формирование пакета для горновой сварки
Так как проволока стала достаточно мягкой, мы можем её согнуть в удобную нам форму, после чего один её конец обматываем мягким железом и провариваем электродуговой сваркой. Полоска железа необходима для возможности использования электросварки, ведь проволока очень тонкая и она просто сгорела бы. После привариваем ручку из арматуры, для удобства удержания при горновой сварке и дальнейшей ковке.
Рис 10. (заготовка).
Теперь нагреваем нашу заготовку примерно до восемьсот градусов. Я использую газовый горн, он имеет ряд преимуществ как то постоянная восстановительная атмосфера и в нём всё хорошо видно, что происходит.
Рис11. газовый горн.
После чего обильно посыпаем бурой. Бура нужна для растворения окалины и защиты метала от кислорода – это важно для проведения качественной кузнечной (горновой) сварки. После чего проводим непосредственно саму сварку
Рис 12. (посыпание бурой).
Сварку проводим на бруске дерева, это необходимо для защиты заготовки от кислорода, огонь появившийся от контакта заготовки и дерева, выжигает кислород и создаёт восстановительную среду вне горна. А также для меньшей теплоотдачи заготовке – то есть проволока очень тонкая и при контакте с наковальней быстро остывает.
После горновой сварки, расковываем заготовку до необходимых размеров, в данном случае мы собираемся заготовку торсировать (скручивать) – поэтому расковываем в квадрат со стороной двадцать мм. Измеряем воротком, – которым будет скручиваться заготовка.
Рис 14. (расковка).
Рис 15. (подготовка к торсировке).
Теперь, когда мы подготовили заготовку, важно придумать, как будет вскрываться рисунок, на данном этапе волокна расположена в вдоль заготовки и конечное изделие будет не очень эффектным. Можно его скрутить – но тогда получится такой же рисунок металла, как и у обычного троса, поэтому в данном случае скручиваем в разные стороны с шагом примерно полтора два сантиметра
Рис 16. (торсировка).
Рис 17. (торсировка).
После чего заготовку подравниваем до нужных размеров, в данном случае размер квадрата примерно двадцать миллиметров.
Рис 18. (заготовка после торсировки).
Рис 19. (заготовка после торсировки).
Уход за ножевой рукоятью
Уход за рукоятью ножа не менее важен, чем обслуживание клинка. Популярные деревянные и кожаные рукояти необходимо беречь от продолжительных контактов с влагой, чтобы избежать деформаций, разбухания и растрескивания. Если рукоять промокла, ее необходимо высушить в теплом и затененном месте. Если сушить нож на ярком солнце или возле отопительных приборов, резкое испарение влаги и перепад температур могут стать причиной появления трещин, коробления, деформаций.
Рукоять должна обслуживаться наравне с клинком после каждого применения ножа и в ходе профилактического осмотра. Для смазывания древесины подойдут специальные средства для ухода за мебелью и растительные масла, например оливковое, льняное, гвоздичное.
Рукояти из рога или полимеров нужно регулярно протирать и оберегать от влаги и прямых солнечных лучей.
Уход за ножнами
Уход за ножом не должен быть однобоким. Очистив клинок и смазав рукоять, нужно позаботиться и о ножнах. Здесь главное понимать, что ножны – средство транспортировки ножа, а не место его хранения. Дубильные вещества в коже негативно влияют на сталь клинка, а забытый надолго в ножнах влажный и грязный нож может стать причиной разбухания и снижения упругости материала.
Наружные поверхности ножен необходимо регулярно очищать от загрязнителей и обрабатывать автомобильным кондиционером для кожаных салонов. Важно не забывать удалять изнутри ножен попавшие туда ворс, песчинки и прочий мелкий мусор, которые могут исцарапать клинок.
Кожа легко поглощает стойкие загрязнители, например ржавчину. Поэтому если на ноже образовалась окись, нельзя допускать ее попадания на поверхности ножен. Также важно своевременно обновлять порванные нити швов и заменять вышедшие из строя заклепки.