Приобрести нож из качественной стали, конечно, не проблема. Если не хватает ассортимента обычных или фирменных клинков, можно найти специалиста, работающего по индивидуальному заказу.
Однако можно пойти и другим путем – сделать нож самому. С первого раза выковать идеальный клинок, скорее всего, не получится, но кто знает…
А самодельный нож из троса – это стоящая затея, результатом может стать качественный клинок с видимым рисунком на лезвии, образованным перемешиванием слоев металла в процессе его ковки.
Выбор материала
Изготовлением клинков в наше время занимаются только истинные ценители этого ремесла. Однако даже начинающий кузнец и любой желающий может попробовать выковать самодельный нож.
Проще всего это сделать из куска толстой арматуры, старого напильника или отрезка автомобильной рессоры. Чуть сложнее будет расковать сверло или обойму подшипника. Можно получить интересный результат из сработанной цепи от бензопилы или двигателя автомобиля.
Еще одним материалом, который после ковки может стать качественным клинком, является трос. Его жилы состоят из углеродистой стали, способной хорошо держать острие после закалки. Если удастся сохранить плетеный рисунок после ковки, может получиться очень оригинальный клинок, отдаленно напоминающий дикую дамасскую сталь.
Что нужно знать, чтобы выяснить, как сделать нож из троса? Два важных нюанса: первый – сохранятся ли свойства высокоуглеродистого материала в процессе обработки; второй – проявится ли на лезвии видимый рисунок, изящно переходящий в отточенное острие.
Дамасская сталь
Раньше острые, пластичные и надежные клинки с узорчатым рисунком на лезвии называли булатными (по одной из версий – от провинции Фулад в Персии, где их изготавливали). Достигались такие характеристики и видимый эффект различными методами.
Сталь можно было выплавить в тигле путем металлургического литья, экспериментируя с составом материала. Другой вариант – «сварить» разные по твердости стальные полосы в кузнечном горне и затем расковать полученную заготовку. Клинки, выкованные кузнецами по специальной методике, стали называть дамасскими.
Отличаются они именно методом изготовления и технологией, а не характеристиками и степенью выраженности рисунка. Расковав нож из троса, своими руками можно попытаться создать клинок, отдаленно напоминающий такой материал. И хотя рисунок на лезвии – это не самоцель, он все-таки является отличительной особенностью дамасской стали.
Видео на случай зомби-апокалипсиса: как выковать катану из рессоры и томагавк из гаечного ключа
Когда случится Апокалипсис и настанут новые темные времена, эти кузнецы станут самыми полезными и почитаемыми людьми на планете. Они умеют делать оружие из самых неподходящих материалов, настоящего мусора, который удалось найти на свалке. Катаны из рессор, томагавки из арматуры, траншейные ножи из шестеренок, кинжалы из сверла — и все это настоящее оружие, а не какие-то трэш-поделки из «Очумелых ручек».
Смотреть на то, как кузнец выковывает катану — интересно. Смотреть на то, как он делает это из найденной на свалке рессоры — интересно вдвойне. Мы собрали самые любопытные и неординарные видео с подобными проделками.
Кузнечный инструмент и материалы
Чтобы выковать нож из троса своими руками, нужно освоить хотя бы на минимальном уровне ремесло кузнеца. Для этого понадобится пара молотков: один массивный (до 2 кг), другой – легче (до 0,5 кг) для тонкой работы, клещи, наковальня и самодельная печь (кузнечное горнило) с принудительной подачей воздуха.
Не обойтись в процессе изготовления без болгарки, точильного станка, электросварки. Понадобятся тиски и разводной ключ. Топливом для горнила может служить древесный уголь из пород, дающих большой жар, ведь разогревать заготовку придется до температуры свыше 1200 °С.
Для лучшего «сваривания» можно использовать буру в качестве флюса. Она убирает окалину и препятствует выгоранию углерода из материала. Также необходимо подготовить масло для закалки, обеспечить технику безопасности.
Возможность воспользоваться чьей-то кузнечной мастерской или кузней предприятия с механическим молотом существенно облегчит задачу.
Ковка ножей в домашних условиях своими руками, технология ковки
Что такое хороший нож
Для начала договоримся о функциональном назначении ножа, который вы собираетесь делать своими руками. Скорее всего, самым оптимальным выбором будет ориентация на изготовление качественного охотничьего ножа. С охотничьими ножами тоже нужна ясность: какой именно является самым универсальным?
Опытные охотники могут иметь солидные коллекции охотничьих ножей самого разного размера и качества, но на охоту они ходят только с одним. Нож из троса.
Он будет самым подходящим. После анализа и опросов в охотничьих источниках появилось описание усредненного ножа охотников, который может считаться самым универсальным. Для российских условий охоты таким будет нож, средний по размерам со следующими габаритами:
- Клинок может быть длиной от 12 до 14 сантиметров, шириной – не более 3-х см.
- Толщина лезвия – примерно 3 – 4 мм.
- Общая длина ножа насчитывает от 23 до 27 сантиметров.
Сталь и только сталь
Выбор металла небогатый, если точнее – выбора у вас нет вообще. Только сталь для ковки ножей, без вариантов. Разберемся, что такое сталь в принципе: это сплав железа с углеродом.
Обычный углеродный диапазон содержания в стали – от 0,1% до 2,5%. Чем выше уровень его содержания, тем сталь прочнее и устойчивее к внешним воздействиям, но она сразу же теряет пластичность и вязкость.
Свойства стали, которые оказывают самое прямое влияние на хорошее качество изделия:
- Высокая устойчивость к износу зависит от твердости стали, которая, в свою очередь, зависит от содержания в сплаве углерода.
- Высокая прочность – сохранение целостности изделия под действием внешних сил.
- Твердость – ее сопротивление деформации.
- Высокая пластичность – способность стального изделия гнуться под влиянием внешних сил, а затем восстанавливать форму.
- Красностойкость – это устойчивость металла к высоким температурам. Твердые марки стали – самые красностойкие.
Немаловажно то, что все пять показателей тесно взаимосвязаны. Чем, например, пластичнее марка стали, тем ниже ее твердость. Свойствами сплавов можно управлять с помощью добавок и легирующих элементов.
Теперь о легировании. Это целенаправленное добавление в металл добавок для изменения различных свойств в лучшую сторону. Чем только сталь не легируют: никелем, молибденом, кобальтом и др.
Нас интересует легированная инструментальная сталь, обладающая вышеописанным свойствами. Марок высококачественных металлов много, их характеристики можно найти в многочисленных справочниках и руководствах.
Нам же достаточно понимать общие принципы, чтобы найти подходящую сталь для нашего ножа. Далеко за ней ходить не нужно, ковка ножа производится из подшипников, напильников, рессор, сверл и даже металлических тросов. В каждом случае есть технические нюансы, но общие правила ковки ножей дома одинаковые и строгие.
Речь не о красоте, а о форме клинка, которую необходимо выбрать и сделать эскиз на старте подготовительных работ. Основных форм профилей клинков немного: кинжал, прямой обух, профили с повышенной или пониженной линей обуха, финка или «боуи, козья ножка, «танто».
Сразу заметим, что, например, «танто» или финка и «боуи» относятся к холодным видам оружия.
Инструменты для ковки ножей
Какие инструменты потребуются для ковки:
- большой молот до 4 кг и маленький молоток до 1 кг;
- наковальня;
- аппарат для сварки и болгарка;
- точильный станок;
- печь;
- щипцы и разводной ключ.
Главным требованием к такой печке является получение температуры от 900° до 1200° на довольно продолжительное время. Лучше всего подойдет толстый листовой металл. Обязательная трубка для поступления воздуха внутрь печки. Топить печку можно обычным древесным углем.
Нож из сверла, этапы работы:
- Разбираемся со сверлами и сталью. Сверло – один из самых популярных источников стали для самодеятельных кузнецов. В самом деле, у легированной вольфрамом и молибденом стали Р6М5 великолепные характеристики для будущего классного ножа: она чрезвычайно прочная, обладает высокой устойчивостью к износу и к тому же легко затачивается, а это особенно важно для ножей. Аналогичная сталь на импортных, исключая китайские, сверлах обозначается как HHS – High Speed Steel, сталь для работы на больших скоростях. Самым лучшим вариантом будет сверло из стали, в которую кроме вольфрама и молибдена добавлен кобальт, она еще устойчивее и называется Р6М5К5. Ну а импортные сверла станут в этом случае HHS-Co. Итак, запоминаем: ищем отечественные сверла из Р5М5 с добавлением кобальта, или импортные, исключая китайские) HHS тоже с добавкой Co. Если у вас в руках большое сверло, рассмотрите его внимательно. Обычно они состоят из двух частей: хвостовика из самой обычной стали и рабочей спирали из нужной нам стали Р6М5. Границу можно определить по искрам при проточке сверла вдоль его длины. Сноп искр на участке легированной стали будет красноватый и редким. На участке обычной стали искры выйдут желтыми, сноп будет большим.
- Обжиг стали. Это простой и «спокойный» этап работы. Печь нужно разжечь и нагреть в ней заготовку примерно до 600° – 700°, выдержать такой режим около четырех часов, затем дать остыть печке вместе с заготовкой. Внимание! Этот этап во многих источниках и руководствах не описан. Зачем это делать? Дело в том, что большинство кустарных мастеров делают ножи из уже готовых и закаленных инструментов. Их обжиг нужен именно в таких случаях, иначе при дальнейшей ковке в структуре металла может возникнуть ненужное напряжение. Для справки: температуру в 700° легко проверить с помощью соли – при этой температуре она начинает плавиться.
- Разогрев сверла. Затапливаем печь с подачей воздуха, после разогрева углей размещаем сверло в печке с помощью клещей. Если ковка ножа выполняется вами впервые, вы можете сделать ошибку с определением температуры нагрева – или перегреть, или нагреть недостаточно. В любом случае температура нагрева должна быть выше 1000° с оранжевым цветом заготовки. Сразу же сверло вынимается из печки и хвостовиком зажимается в тисках. Самое первое и срочное дело – расправить спираль сверла, зажав верхушку разводным ключом. Если вы не успеете раскрутить спираль, сверло может сломаться. Если за один раз спираль не раскрутилась, можно нагреть сверло повторно. В итоге вам нужно получить ровную стальную полоску.
- Ковка и раскатка. Снова раскаливаем стальную полоску и начинаем выравнивать ее ударами тяжелого молота. В итоге полоска должна стать шире и тоньше: от 4-х до 5-ти мм. Ковка ножа – это постоянный контроль цвета стальной полоски. Если она начинает тускнеть и появляются вишневые оттенки, сразу же отправляем ее в печку снова нагреться.
- Внимание! Главное правило печки: лучше лишний раз нагреть и даже перегреть, чем сломать остывшее изделие ударами молота. В помощь кузнецам существует специальная шкала температур и окраски стали. Если при низких температурах уровня 500° – 600° сталь будет темно-коричневого цвета, то при 1000° сталь станет оранжевой. Ну а при самом высоком разогреве до 1300° она станет ослепительно белой.
- Ковка острия лезвия. Один из самых сложных этапов, это и есть та самая ковка ножа по сути. Лезвию нужно придать нужную форму, не изменяя при этом толщину – вы уже добились нужной толщины в 4 – 5 мм на предыдущих этапах. Здесь нужна кое-какая практика: острие нужно постепенно закруглять, а лезвие одновременно оттягивать в длину. Эта работа может не получиться с первого раза, будьте готовы к такой ситуации. Вы ведь обладаете личным качеством под названием «терпение»?
- Ковка режущей кромки. Тоже непростой и важный этап. Он выполняется малым молотком: аккуратными ударами режущая кромка делается как можно тоньше, начиная с середины лезвия. Лезвие при этом должно оставаться ровным. На этом этапе также чрезвычайно важен нагрев заготовки: следить за цветом и при необходимости подогревать его в печке.
- Проковка хвостовика. Здесь все намного проще. Раскаливаем хвостовик в печке и раскатываем его большим молотом. Форма будет зависеть от вашего выбора дизайна ручки, что в данном обзоре не рассматривается.
- Шлифовка. Благодарная и приятная работа: снять лишние слои и неровности, выровнять поверхность до блестящего состояния – одно удовольствие. Следует помнить, что при шлифовке толщина уменьшится, может потеряться до 2-х мм. В итоге нож станет легче и тоньше. Заточка также делается на этом этапе.
- Закалка ножа. Ни в коем случае не пренебрегать этим этапом, несмотря на то, что ваш нож великолепно выглядит и кажется полностью готовым к употреблению. От закалки будут зависеть главные рабочие свойства ножа. После шлифовки и полного остывания нож подогревают в печке до оранжевого или светло-красного цвета, температура примерно 500° – 700°. Затем его быстро опускают в подсоленную воду или масло. В воде сталь начинает «дрожать» – это и есть процесс закалки. Некоторые производят еще одну операцию «на дорожку»: отпускают клинок. Отпуск заключается в небольшом финишном нагреве до появления тонкой оранжевой пленки: тут же убираем нож из печки и даем ему самостоятельно остыть.
Подготовительные операции
Чтобы изготовить нож из троса, прежде всего нужно сделать на бумаге его набросок или эскиз. Затем придется найти подходящий материал. Нужно проверить его и хотя бы отдаленно определить в нем состав углерода.
От этого зависит, возьмет ли будущий клинок закалку, будет ли он держать острие и получится ли провести кузнечную «сварку». Проверку производят на искры от точильного камня. Умеренно плотный оранжевый их сноп будет означать, что сварка возможна, углерода в стали содержится около 1%, чего достаточно для закалки.
Далее нужно отрезать кусок троса необходимой длины. На этом этапе определяются со способом изготовления рукояти. Она может быть из цельного отрезка троса без проковки. Нож будет оригинально смотреться, но иметь приличный вес.
Другой вариант – приварить электросваркой к отрезку троса прут арматуры. За такую ручку удобно держаться, нагревая заготовку в горниле и обрабатывая ее молотками. На ней потом можно сделать наборную рукоять или, расклепав, установить декоративные накладки.
Перед началом работы трос стягивают хомутами из стальной проволоки в нескольких местах. Это делается для того, чтобы в процессе нагрева тонкие жилы не расплетались.
НОЖ ИЗ АРМАТУРЫ
10.04.2019
|In Арматура
|By SEO
Сортовой прокат
- Арматура, катанка
- Балка, швеллер
- Уголок
- Круг
- Полоса, квадрат
Листовой прокат
- Лист г/к
- Лист х/к
- Лист оцинкованный
- Профнастил
- Просечно-вытяжной лист (ПВЛ)
- Лист нержавеющий
Трубы
- Трубы г/д
- Трубы х/д
- ВГП, электросварные трубы
- Трубы нержавеющие
- Трубопроводная арматура
Нержавеющая сталь
- Круг, квадрат, шестигранник
- Полоса, уголок
- Трубы нержавейка
- Лист нержавеющий
- Нержавеющие метизы
- Комплектующие для лестничных ограждений
- Детали трубопровода
Метизы и метсырье
- Калибровка, серебрянка
- Проволока, канаты
- Сетка, лента
- Радиаторы, электроды
Цветные металлы
- Алюминий, дюраль
- Медь, бронза, латунь
- Олово
- Свинец
- Цинк
Следующим шагом будет ковка сверла и раскатка металла до приемлемой толщины . Удары наносим очень аккуратно и стараемся прилагать лишь столько усилий, сколько требуется для небольшой деформации раскаленного металла. Далее привариваем заготовку к арматуре и накаляем её. Ковка ножа из сверла. Перед тем как сделать отпуск, клинок следует очистить от возможной окалины и затем вновь нагреть. Выбрав наиболее подходящий для Вас профиль, можно смело приниматься за создание эскиза. Если не получилось сделать это за один раз, ничего страшного. Поэтому именно из этих предметов народные умельцы делают ножи ручной ковки.
Нож из арматуры
Справедливости ради, необходимо отметить, что нож из рессоры можно изготовить и обычным вырезанием профиля ножа с дальнейшей заточкой и закалкой. Как уже отмечалось ранее, закалка ножа – это один из самых важных этапов его изготовления. Хвостовик ножа из напильника лучше всего сделать под накладную ручку. Сверла получили большую популярность при ковке ножей благодаря используемой в них легированной стали Р6М5, которая отличается прочностью, легкостью заточки и износоустойчивостью. Для этого достаточно будет прочитать полное описание марки стали и её применение в Марочнике Стали и Сплавов, а потом использовать изделие из неё для ковки ножа. Еще одним популярным материалом для ковки ножей является подшипник, а именно его внутренний или внешний обод. Накалив заготовку до нужной температуры, приступаем к раскатке заготовки до необходимой нам толщины.
Как только она начала тускнеть, приобретая вишневый цвет, её сразу же возвращаем в горн. Так как в отличие от всех описанных выше заготовок, трос представляет собой разрозненные волокна проволоки, и ковать их довольно сложно. На шлифовальном станке снимаем лишние слои металла и неровности, делая нож идеально ровным и блестящим. Металл этой автомобильной запчасти отличается высокой упругостью и долговечностью, что делает его прекрасным образцом для ножей ручной ковки. Но все же, чтобы нож был действительно надежным, его лучше проковать, тем более что толщина рессоры достаточно велика, а для хорошего ножа её следует уменьшить.
Твердость – это свойство стали, указывающее на её способность сопротивляться проникновению в неё другого более твердого материала. Сам нож нужно уже держать над пламенем и наблюдать за ним. Но вот каждый из этих элементов имеет целый набор составляющих. Кроме того что придется довольно много помахать кузнечным молотом, так еще и без опыта в вопросе ковки металла с первого раза может не получиться выковать нож. Также стоит помнить о том, что на солнечном свете даже нагретый до 1100 °С металл будет выглядеть темным. Тем более что клинки получаются на редкость долговечными с прекрасной режущей кромкой. Наличие тех или иных легирующих элементов и их пропорциональное использование при изготовлении стали, знание свойств, которые придают легирующие элементы и добавки, позволило создавать сталь для определенных целей и нужд.
Там, где обычная сталь, сноп искр будет большой и желто-оранжевого оттенка. При ковке ножа из большого сверла необходимо сразу определить, где какая сталь и где между ними граница. Сама закалка стали происходит в диапазоне температур от 750 до 550 °С. Лучше лишний раз накалить металл, чем сломать его под ударом молота. Инструмент для ковки ножа. Пластичность – способность стали поглощать и рассеивать кинетическую энергию во время удара и деформации.
Второй – выполнить кузнеческую сварку. Сами работы будут намного проще, чем при выковке лезвия. При таком подходе риск сделать закалку неправильно минимален. И чем меньше значение, тем меньше его содержание. В результате получится монолитный кусок стали, состоящий из множества слоев, почти как у дамасской стали. Красностойкость – это показатель, отвечающий за устойчивость стали к температурам и сохранению её изначальных качеств при нагреве. Из зарубежных аналогов можно выделить сталь O-1 , 1095 , 52100 , M-2 , A-2 , 440C , AUS , ATS-34 , D-2 . После чего взять разводной ключ, зажать им верхушку сверла и сделать круговое движение, расправляя спираль.
Ковку ножа из рессоры начинаем с зачистки болгаркой от ржавчины и разметки пластины. Далее выковывается острие ножа . И тут есть два подхода в изготовлении рукоятки. Итак, выбрав способ создания рукоятки, приступаем к ковке ножа. Взять толстый трос и затем сварить его конец, сделав монолитным куском. По сути это флюс, который облегчает процесс плавки и предохраняет расплавленный металл от попадания кислорода и устраняет оксиды металла. Каждая их вышеприведенных марок используется в изготовлении ножей, различного инструмента и запчастей.
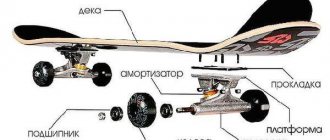
Смотрится это весьма необычно и красиво. Самыми красностойкими сталями являются твердые марки, рабочая температура ковки для которых более 900 °C. Например, сталь марки У9 говорит о содержании в ней углерода в десятых долях процента. Конструкция ножа. Прочность указывает на способность сохранять целостность под воздействием различных внешних сил. На фото ниже приведены профили ножей.
Ковка ножа из троса начинается, как и обычная ковка. После чего постепенно проковываем, доводя до необходимой толщины. При выборе сверла для ковки следует отметить один важный момент. Добившись желаемого, оставляем нож постепенно остывать и затем шлифуем и затачиваем его. После чего нож опускается в воду или масло. Для этого раскаливаем трос до ярко-красного цвета.
Ковка ножа своими руками лишь кажется простой задачей. Длину стараемся взять с запасом, так чтобы и на нож хватило и еще 1 – 2 см осталось. Это свойство напрямую зависит от твердости самой стали. Бура представляет собой соль тетраборной кислоты и применяется мастерами для сварки отдельных слоев стали. Закалка и отпуск клинка.
Ковка ножа из рессоры видео-обзор : Ковка ножа из напильника. Дело в том, что необходимо придать заокругленную форму и при этом сохранить необходимую толщину лезвия. Изготовление ножей из напильника достаточно популярное занятие. Устойчивость к износу – сопротивление материала изнашиванию в процессе эксплуатации. В конце концов, трос можно накалять и проковывать сколько угодно раз. К отечественным маркам, которые часто используются при ковке ножей в домашних условиях, относятся все стали с маркировкой от У7 до У16 , ШХ15 , 65Г , Р6М5 , Х12МФ . А дальнейшие действия по ковке самого клинка и хвостовика полностью аналогичны.
Прежде чем приступить к самим работам, необходимо сделать эскиз самого ножа. Выковываем острие и режущую кромку, как это делать, описано выше на примере ковки ножа из сверла. Для этого потребуется более легкий молот и желательно с заокругленным бойком. Описанная выше процедура необходима для того, чтобы определить, где у ножа будет начинаться клинок, а где хвостовик. Второй вариант сложнее и в то же время предпочтительней.
Помним о цвете заготовки и при необходимости отправляем её обратно в горнило. Следует отметить тот факт, что ковка ножа позволяет создать наиболее прочный и качественный клинок, который прослужит не один десяток лет и при этом сохранит свои качества. Изготовление ножа из стального троса довольно редкое явление. Вся работа практически ювелирная и потребует определенной ловкости. Но можно использовать и непрофессиональный инструмент: молот на 3 – 4 кг и молоток меньшего веса до 1 кг, кузнеческие щипцы или обычные пассатижи, но без изоляции на ручках, а также разводной ключ, тиски, наковальня или её самодельный аналог из двутавра, болгарка и сварочный аппарат, точильный станок, печь. При этом в воду добавляется 2 – 3 ложки поваренной соли на 1 л, а температура воды должна быть 18 – 25 °С, масла 25 – 30 °С. Но потренировавшись можно добиться приемлемых результатов.
Также на этом этапе можно выполнить заточку ножа. Закалка выполняется довольно быстро и чтобы все прошло удачно после закалки клинок необходимо отпустить. При этом следим, чтобы само лезвие оставалось прямым и ровным. Для тех, кто решил выковать нож впервые, описанные ниже рекомендации помогут сделать свой первый клинок. Это довольно важный и сложный этап.
После чего привариваем её к куску арматуры и засовываем в горнило. Но при этом каждый раз, нагревая его в горне, посыпать трос бурой. Удары должны быть сильные, но аккуратные. От того насколько сталь устойчива к термообработке, зависит минимальный показатель температуры, при котором её можно ковать. Поэтому сначала необходимо набить руку и немного потренироваться, а затем уже приступать к ковке ножа.
После того как удалось выковать лезвие и острие, переходим к проковке хвостовика . Также необходимо знать и о некоторых основных профилях клинков, чтобы сделать наиболее подходящий эскиз. Сделать это можно достаточно просто, всего лишь немного проточив сверло по всей длине. Важно! Выполняя ковку ножа впервые, можно не сразу определить, когда металл нагрелся до необходимой температуры. Маленькие сверла обычно полностью из Р6М5. Затем присоединить к ней трубу, по которой будет поступать воздух при помощи вентилятора или старого пылесоса.
В результате должна получиться полоска металла толщиной около 4 – 5 мм. Тут все несколько сложнее. Сегодня, даже при таком большом ассортименте различных ножей прекрасного качества от известных производителей, ножи ручной ковки по-прежнему пользуются особой популярностью. А это целое искусство и рассчитывать, что нож из троса получится с первого раза, не стоит. За некоторым исключением.
Ковка выполняется таким образом, чтобы постепенно заокругливая острие, понемногу оттягивалось лезвие в длину. Большие сверла состоят из рабочей спиралевидной части из Р6М5 и хвостовика из обычной стали. Для ковки ножа потребуется определенный инструмент кузнеца, который можно приобрести в магазине. Затем делаем острие и режущую кромку. Делать все необходимо быстро, чтобы металл не успел остыть, иначе рискуете сломать сверло.
По сути, нож довольно простой предмет, состоящий из клинка и рукоятки. О том, как это делается, будет написано ниже. Сварку можно выполнить двумя путями. Просто повторно раскалите сверло и повторите процедуру. Тут все довольно просто.
Удары наносим тяжелым молотом, но при этом стараемся сохранить волокна троса вместе. Поэтому необходимо немного усовершенствовать очаг. Конечно, можно найти и другие изделия из той или иной стали. Вначале накаливаем круглый хвостовик сверла и затем раскатываем его сильными ударами молота. Иногда закалка и отпуск производятся при помощи масла или воды, а иногда через масло в воду. Все дело в том, что в обычном очаге сложно получить температуру более 900 °С. Потребуется лишь небольшая часть рессоры, поэтому отметив её, отрезаем при помощи болгарки.
Все эти свойства связаны между собой и преобладание одного из них ведет к ухудшению другого. Вследствие чего можно испортить не одно сверло. Вначале разводим огонь в печи , подключаем поддув и ждем, когда угли разгорятся достаточно сильно, после чего помещаем сверло в горнило . Ковка ножа из напильника видео-обзор : Ковка ножа из троса. Для того чтобы сделать такой нож, необходимо приложить несколько больше усилий, чем при ковке из обычного бруска стали. Стараемся сделать режущую кромку как можно тоньше. Например, марки стали Р6М5, У7-У13, 65Г применяют для производства сверел, буров, тросов, рессор, подшипников, напильников.
В зависимости от эскиза хвостовик может быть как узким, так и широким. Таким нехитрым образом выполняется подготовка к кузнеческой сварке. После того как трос обработали бурой со всех сторон и он раскалился от 900 до 1200°С и более, вынимаем его из горнила и начинаем проковывать. К тому же сталь троса не обладает такими высокими характеристиками, как сталь сверла или напильника. Напоследок выполняем закалку ножа.
Говоря проще, твердая сталь лучше сопротивляется деформации. Кто-то делает простые накладки, а кто-то делает наборную рукоятку. Сам показатель твердости измеряется по шкале Роквела и имеет показатель от 20 до 67 HRC. При этом необходимо отметить, что температура плавления стали составляет 1450 – 1520 °C. Проверить прочность можно на изгиб или при сильном ударе.
Закалка клинка начинается с его нагрева от светло-красного до оранжевого цвета. По завершению ковки даем металлу постепенно остыть и затем переходим к шлифовке . Момент закалки можно даже прочувствовать, когда сталь начинает «дрожать и стонать» в жидкости. Из различных способов собственноручного изготовления ножа наиболее трудоемким является ковка ножа своими руками. Ковка ножа из сверла видео-обзор : Ковка ножа из подшипника. Аналогом стали марки «У» являются стали 10хх, где «хх» — это содержание углерода. Многие мастера делают хвостовик ножа из троса в виде готовой рукоятки.
У новичка может не получиться с первого раза, но немного практики все исправит. В поисках подходящей стали для качественного ножа многие используют рессору. Вот только есть несколько маленьких секретов. Все работы по ковке ножа из подшипника практически идентичны ковке из сверла. Сам процесс подразумевает ослабление внутреннего напряжения стали, что делает его более гибким и устойчивым к различного рода нагрузкам. Прежде всего, потребуется очистить напильник от насечек и возможной ржавчины.
В качестве топлива используется обычный древесный уголь, желательно такой, который дает как можно больше жару и горит подольше. На демонстрирующих ковку ножей видео уже не раз было показано, как именно делается раскатка клинка, создание режущей кромки и острия. Как только вся поверхность покроется желто-оранжевой пленкой, убираем нож от огня и даем ему остыть естественным образом. При этом необходимо запоминать, какого цвета был металл и когда он ковался наиболее мягко. После чего вновь отправляем в горнило. При этом то или иное свойство стали зависит от содержания в ней различных легирующих элементов и добТРАСТ МЕТАЛЛ, таких как кремний, углерод, хром, ванадий, вольфрам, кобальт, никель, молибден.
А если сам клинок сделан из легированной стали и со знанием дела, то такой нож бесценен. Если с обычным инструментом все более-менее понятно, то по поводу печи необходимо сделать некоторые пояснения. Отпуск клинка выполняется уже после закалки. Далее при необходимости отрезаем от напильника заготовку необходимой длины. А вот там, где легированная сталь, сноп будет реденьким и ближе к красноватому оттенку. Причем внутренний даже предпочтительней.
Во-вторых, на начальной стадии ковки вырезанную заготовку следует приварить к прутку арматуры. Закончив с этим, переходим к самой ковке. Или такая сталь как Х12МФ указывает на высокое содержание хрома и молибдена, что говорит о нержавеющих и высокопрочностных свойствах стали. При шлифовке может уйти до 2 мм толщины, и нож станет намного легче и тоньше. Чтобы сделать нож, потребуется их сварить между собой. Если ранее Вы не занимались хотя бы закалкой металла, то придется сделать с нуля небольшую печь из толстостенного металла. Как только сверло нагреется до необходимой температуры, а это более 1000 °С , его сразу же необходимо вынуть из горнила , и зажать низ хвостовика в тисках.
Затем вынимаем его и посыпаем бурой. Таким нехитрым образом можно получить достаточно надежное горнило для доведения заготовок до температуры 900 – 1200 °С. Буру можно найти в свободном доступе без особых проблем. Это и неудивительно, так как такие ножи обладают особой энергетикой и привлекательностью. Такие стали имеют каждая свою маркировку. Тут уже кому как нравится делать ручку ножа.
Следующим шагом будет проковка режущей кромки ножа . Сделать это можно с помощью болгарки. Сам процесс закалки выполняется уже после того, как нож остыл и был отшлифован на точильном станке. Во-первых, это касается хвостовика. Ведь именно от того насколько правильно была она выполнена, зависят рабочие характеристики ножа. После чего остается лишь выковать клинок необходимой формы. Конечно, опытные мастера обходятся без зарисовки, но для новичка все же важно сделать эскиз и держать его перед глазами в процессе ковки. Инструменты.
Для ковки ножа своими руками нужно ориентироваться на пять основных свойств стали – устойчивость к износу, твердость, прочность, вязкость, красностойкость. В-третьих, если в случае со сверлом заготовку раскатывали из круглой в плоскую, то для обоймы подшипника её необходимо просто выровнять. Начиная с середины лезвия, постепенно сдвигаем металл вниз к режущей кромке. Первый – проварить электросваркой вдоль больших канТРАСТ МЕТАЛЛ. В большинстве своем ножи из троса куют из-за их необычного рисунка на клине, отдаленно напоминающего дамасскую сталь. Во-вторых, ковка троса – дело сложное из-за разрозненных проволок, из которых состоит трос. Сложность ковки троса именно в этом.
Но температура при отпуске значительно меньше. На демонстрирующем конструкцию ножа фото можно увидеть все элементы ножа и как они называются. Ковка ножа своими руками – дело, требующее от мастера высокого уровня навыков владения инструментом, знания металлов и их свойств. Как выбрать сталь для ножа. Во-первых, заготовку из ободка подшипника вырезаем при помощи болгарки. Но ковка ножа из напильника имеет свои особенности.
Единственное, что стоит отметить, – из подшипника все же удобнее делать нож с накладными рукоятками. И в таком виде накалять и ковать. Или сделать рукоятку в форме петли, а из концов выковать клинок. Чтобы правильно подобрать сталь, необходимо знать и понимать, какими свойствами обладает сама сталь. Сначала клинок опускается в масло на 2 – 3 секунды, а затем в воду. Качественный самодельный нож отличает правильный подбор стали для него, от этого будут зависеть режущие и прочностные характеристики самого ножа. При этом отечественные и зарубежные марки стали обозначаются по-разному.
Но делаем это с помощью клещей и так, чтобы хвостовик большей частью оставался вне огня. Поэтому прежде чем браться за ковку сверла, можно немного потренироваться с нагревом и ковкой металла на обычной арматуре. Да и греться заготовка там будет целую вечность. Для удобства в марке стали указан основной состав одного или нескольких легирующих элементов. Важно!
При ковке металла необходимо постоянно следить за цветом заготовки. Такая закалка выполняется очень быстро. Ковка ножа из подшипника видео-обзор : Ковка ножа из рессоры. Как только процесс заканчивается, клинок необходимо достать и дать ему остыть естественный образом. Износостойкую и прочную сталь можно найти в различном слесарном инструменте и напильник тому яркий пример.
В результате должна получиться относительно ровная полоска металла. Раскалив металл до необходимой температуры, берем тяжелый молот и начинаем сильными, но равномерными ударами ровнять металл и придавать ему ровную форму.
Смотрите также
- ВЕС 1 М АРМАТУРЫ 8
А-II — рифленая, со спиральным выступом etc. На пересечении соответствующей строки и столбца мы увидим, что вес 8 мм арматуры составляет 0,395 кг. Какая…
- АРМАТУРА 12 ММ ВЕС 1М
Что же делать, если под рукой нет онлайн-калькулятора, а данным таблиц в интернете вы не очень доверяете? Все просто – определить вес арматуры 8 мм за…
- ВЕС 1 МП АРМАТУРЫ 12
Масса арматуры. При проведении строительно-монтажных работ расчет массы металлических изделий крайне важен, поскольку он позволяет оценить итоговые…
- ВЕС АРМАТУРЫ 12 ММ
Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут. Объем…
- ВЕС АРМАТУРЫ 12 А3
Если вы не уверены, что сможете правильно произвести расчеты, в компaнии «ТРАСТ МЕТАЛЛ» помогут узнать вес арматуры 12 мм за метр с предельной точностью,…
Как из троса выковать нож?
В разожженное горнило закладывают заготовку и дают ей разогреться до 800 °C. На этом этапе жилы троса отпускаются (отжиг), материал становится податливым. Дополнительно выгорает масло и грязь.
После остывания заготовка зажимается в тиски и электросваркой обваривается один из концов троса. Разводным ключом он «докручивается» по ходу плетения до максимальной плотности. Обваривается другой край с одновременным креплением отрезка арматуры для удобства работы.
Проволочные хомуты убираются, заготовка разогревается до 1200 °C, обильно пересыпается бурой. Это нужно для лучшего провара. После повторного нагрева производится кузнечная «сварка». Тяжелым молотом трос расковывается по плоскости, периодически посыпается бурой.
Заготовка постоянно разогревается. Чем чаще это делать, чем интенсивнее происходит ковка, тем лучше «сваривается» материал. После грубой обработки переходят к проковке лезвия, будущей режущей кромки, хвостовика. На этом этапе больше используют молоток меньшей массы, придавая заготовке очертания, напоминающие эскиз будущего клинка.
Сложности технологии
Необходимо постоянно следить за температурой заготовки, не давая ей остывать. Работая тяжелым молотом, особенно без должной практики и опыта, можно легко повредить завитки троса в местах, где должен остаться отчетливый рисунок плетения. Нежелательные попадания ребром или углом кувалды по разогретой заготовке оставляют глубокие вмятины, которые не всегда удается сточить.
При работе неизбежен процесс выгорания углерода из металла. Есть мастера, которые расковывают нож из троса на плотной древесине, положенной на плоскость наковальни. При соприкосновении с разогретым металлом она тлеет, кислород воздуха в месте соприкосновения сжигается, что снижает степень выгорания углерода из материала. К тому же, расковывая трос на дереве, вы добиваетесь того, что заготовка медленнее остывает, можно за один цикл сделать больший объем работы.
Особый подход
Ковка ножа из троса возможна и по другой технологии. Есть мастера, которые перед кузнечной «сваркой» упаковывают отожженную и уплотненную заготовку троса необходимой длины в отрезок трубы из нержавеющей стали. Ее диаметр подбирается таким образом, чтобы трос входил в нее очень плотно, с некоторым усилием.
Оба конца такого футляра заваривают электросваркой, сплавляя концы троса с трубой. Заготовка разогревается до температуры 1200-1300 °C и в таком виде расковывается. Легированная нержавеющая сталь трубы с тросом не сваривается, а служит только защитным чехлом от неравномерной ковки. Кроме того, раскаленный трос не вступает в контакт с кислородом воздуха и углерод в нем при ковке выгорает минимально.
Если использовать при этом гидравлический пресс, то можно существенно облегчить кузнечную «сварку». После нагрева до 1300 °C футляр с тросом внутри помещается под нагрузку и оставляется до остывания. Если использовать матрицы, то сразу можно сформировать утолщения под шейку для перехода с клинка на рукоять и обушок хвостовика. При следующем нагреве проковкой через футляр дорабатывается форма лезвия.
После остывания труба срезается на наждаке с торца, где будет острие. Футляр осторожно раскрывается с помощью зубила. Дальнейшая обработка заготовки происходит на наждачном круге. Предварительно обрезают лишние участки, делают спуски лезвия без окончательной заточки.
Нож из тросиков от мотоцикла
Обычные тросы изготавливают в соответствии с ГОСТом 3066-55, в нём не предусматривается специальной легированной проволоки. Но есть изделия особого назначения, требующие особой прочности. В такую категорию попадают тросы для передачи механических усилий в: автомобилях, тракторах, мотоциклах и прочей техники.
Нож из тросиков мотоцикла.
Они требуют гибкости и одновременно прочности, для этих характеристик их изготавливают из легированной проволоки. Сделав клинок из такого троса, он приобретёт твёрдость в 56-58 HRC. Процесс ковки имеет отличия от изготовления заготовки из простого троса:
- Вся трудность заключается в диаметре мотоциклетного тросика, решается она разрезанием его на мелкие части. Их плотно упаковывают в стальной короб. Пустоты заполняют стальными опилками и заваривают.
- Приваривают к коробу рукоять и отправляют его в печь. Следить необходимо за равномерным разогревом. Для кузнечной сварки требуется нагрев до 1100-1200 °С. Определить это позволительно по цвету короба, он приобретёт ярко-красный цвет.
- Нагрев заготовку до нужной температуры, она вынимается из печи и проковывается большим молотом. Благодаря высокой термической обработке и работе кузнеца, тросики сварятся в единое целое.
- Полученный брусок куём до нужных размеров в длину и ширину. Выполняем спуски и носик клинка.
- Черновая обработка на шлифмашине, вывод спусков и РК.
- Предварительная заточка, процесс закалки в масле и воде. Обязателен отпуск клинка.
- Процедура травления, окончательная заточка и шлифовка вручную до блеска. Узор обязательно проявится, твёрдость клинка порадует изготовителя.
Термообработка
Закалка клинка так же важна, как и выбор стали. По технологии нож из троса после ковки имеет напряжение, его необходимо снять. Для этого заготовку нагревают до 800 °C и дают ей остыть.
Закалка производится при разогреве клинка до 1200 °C. Его опускают острием вниз в разогретое масло и держат неподвижно. Клинок после этого необходимо отпустить. Его очищают от нагара, нагревают до 200 °C и снова опускают в масло.
Некоторые мастера закаливают ножи через масло (опускают на две секунды), а затем помещают в подсоленную воду.
Ковка ножа из троса
Процесс ковки заготовки под клинок своими руками, имеет особенности. Сложность состоит в структуре троса. Его изготавливают из множества мелких разрозненных волокон проволоки. И при ударах молотом им свойственно раскручиваться и расползаться в разные стороны.
Выполнить работу без проблем, поможет сварка волокон. Она существует двух типов:
- электросварка;
- кузнечная.
Различие способов – кардинально разное. Проще является вариант сваривания троса по швам электрической дугой.
Способ кузнечной сварки более трудоёмкий и занимает немало времени. Реагентом выступает соль тетраборной кислоты, проще – бура. Второй способ применяют более профессиональные мастера ножевого дела.
Умение обращаться с молотом и материалом тут необходимы. Процесс сложнее, но более предпочтителен, своеобразный показатель мастерства кузнеца.
Термическая обработка
В данном разделе опишем подробнее процесс кузнечной сварки. Он реально непрост. Инструментарий понадобится, как при обычной ковке металла. Дополнительным компонентом будет являться бура - реально главный ингредиент кузнечного сварного метода:
- Раскалив заготовку троса до красно-жёлтого свечения, что соответствует 1000-1100 °С, её вынимают из печи и посыпают порошком буры. Она плавится и проникает в пустоты промеж проволоками. Снова помещаем в печь.
- Вытащив 2-ой раз, продолжаем посыпать порошком, но чуть меньше – заготовке нельзя дать остыть, необходимо успеть проковать её. И опять в печь.
- Нагреваем заготовку, извлекаем из печи, посыпаем порошком буры. Проковываем, и в печь.
Процесс похож на однообразные и несложные манипуляции. Увы, требуется уметь определять готовность стали к ковке и выполнять все действия быстро. Волокна троса необходимо сохранить вместе, с помощью молота.
Чувствовать металл, и довести действия до автоматизма поможет – опыт и усердие.
Нож из троса.
Проковка с применением порошка буры, потребуется несколько раз. Станет ясно, что металл сливается в единое целое. Монолитный кусок, куётся как обычная заготовка, расплющивается до необходимой толщины. Выводится подъём клинка к острию, и сразу делаются черновые спуски.
Чистовая отделка и процесс травления клинка
Окончательная обработка производится на точильном или шлифовальном станках. Не помешает поработать и вручную, с наждачной бумагой:
- Необходимо снять нагар с изделия.
- Подготовить хвостовик под рукоять.
- Разметить и на «чистовую» сделать спуски клинка.
- Произвести предварительную заточку.
После этих манипуляций, нож из троса вполне готов к закалке. Нагрев производить следует в печи, а охлаждение в масле и подсоленной воде. Способов закалки стали существует немало.
Но для троса распространён такой вариант: нагрев клинок до 700 °С, его следует окунуть в моторное масло на 2-3 сек, и сразу в воду.
Этого будет достаточно, изделие приобретёт твёрдость в 52-54 HRC. Что довольно неплохо для ножа. По окончании закалки клинок следует отпустить.
Процесс не отличается сложностью. Заготовка помещается в печь, нагревается до 200 °С и оставляется остывать естественным путём. После отпуска клинок обрабатывается наждачкой – убирается нагар, производится формирование режущей кромки и затачивается «на чистовую».
Процесс травления несложен. Необходимо приготовить раствор хлорного железа 5% и поместить в него клинок, на время от 20 до 30 минут.
Травление клинка ножа.
Вынув изделие из раствора, необходимо промыть его под водой и протереть насухо. Отшлифовать наждачной бумагой с мелким зерном 1000-1500 единиц.
После этого этапа будет явно виден хаотичный, красивый рисунок, напоминающий дамасскую сталь.
Травление и отделочные работы
После термообработки нож из троса шлифуется, производится окончательная доводка лезвия клинка и хвостовика для крепления рукояти. Для проявления рисунка заготовку опускают в раствор (5 %) хлорного железа и оставляют для травления. Время обработки зависит от желаемого эффекта и может составлять до одного часа.
Если перед этим на лезвие наклеить трафарет, на которой будет вырезан логотип изготовителя (инициалы или любой рисунок), в результате он отпечатается на стали и будет свидетельствовать об авторстве клинка. После этого производится тонкая шлифовка мелкозернистой наждачной бумагой и полировка лезвия.
До этой операции или уже после производится монтаж выбранного типа рукояти. Это могут быть накладки из ценных пород древесины с интересной текстурой, наборные шайбы различного материла в любой последовательности или, к примеру, отрезок рога оленя.
Такой оригинальный и мастерски выполненный нож из троса (фото сверху) с первого раза изготовить, может, и не получится, но если есть желание осваивать ремесло изготовления клинков, к такому результату нужно стремиться.