Циркулярная пила – это устройство, которое используется в основном в промышленности, но можно встретить людей, применяющих ее в частных домашних условиях. Некоторые люди стараются сделать ее своими руками. Наиболее ответственной деталью здесь является вал. Чаще всего вал для циркулярки делается на заказ. Для этого нужно обратиться только к высококвалифицированному токарю. Благо, найти сегодня такого не сложно.Однако стоить подобная работа будет достаточно дорого. Есть и альтернативные методы решения данной проблемы. Наиболее простым считается создание вала для циркулярки своими руками. Разумеется, для этого нужен токарный станок.
Вал для циркулярки чертеж.
Возможно даже, что он будет с числовым программным управлением. Придется обзавестись некоторым дополнительным инструментом. Без материалов здесь не обойтись.
Прокатный станок
Нестольные вальцы внешне напоминают двухвалковую клеть прокатного стана. Отличаются они от своего заводского собрата не только размерами, но и возможностями — за счет установки сменных инструментов. С помощью цилиндрических валиков с фасонными канавками можно получать проволоку самых разнообразных сечений; круглую, треугольную, квадратную, ромбовидную. Валиками с симметрично расположенными гребнем и пазом удобно рихтовать (накатывать ребра жесткости) металлические пластинчатые детали.
А установив вместо них два стальных диска с заточенными коническими кромками, легко разрезать листовые материалы — от бумаги до нержавейки толщиной 0,5 мм. Даже зубчатые колеса механизма привода валиков используют для формования волнообразных деталей: проволочных зигзагов или гофрированных пластин. Свернуть проволочное кольцо или цилиндрическую гильзу на этом станочке также не составит труда: достаточно иметь пару цилиндрических валиков соответствующих диаметров и при прокатке поджимать заготовку клином к одному иэ них.
Устроены настольные прокатные вальцы следующим образом. Основание, верхняя плита и две боковые стойки изготовлены из толстого стального бру-св. С помощью четырех винтов М10 и четырех болтов М10 они соединяются в прочный несущий остов-клеть. Верхний и нижний валики выточены из стального прутка 0 50 мм и закалены для получения высокой поверхностной твердости. Бронзовые втулки-подшипники нижнего валика монтируются в отверстиях стоек, а верхнего — в ползунах, имеющих возможность перемещаться по вертикальным направляющим пазов стоек.
Снизу ползуны поджимаются небольшими пружинами, стремящимися раздвинуть валики, сверху их ход ограничивают упоры, установленные в резьбовых отверстиях верхней плиты. Синхронный поворот обоих упоров, необходимый для параллельного перемещения верхнего валика, обеспечивается зубчатой передачей, смонтированной на верхней плите остова. Ее образуют широкое зубчатое колесо регулятора, свободно установленное на запрессованную в центре плиты ось, к две узких шестерни, посаженные через шпонки на хвостовики упоров. Поворотом ручки, закрепленной на центральном колесе, можно изменять положение упоров и вместе с тем величину рабочего зазора.
Во вращение валики приводятся ручкой, надеваемой на квадратный хвостовик нижнего валика. Верхнему вращение передается с помощью зубчатой передачи. Это не только делает работу валиков более эффективной, но и позволяет использовать конструкцию для резки листового металла с помощью насаженных на их оси дисковых ножей.
Сборка вальцов заключается в соединении элементов остова и параллельной установке валиков. Для выполнения дополнительных операций разбирать станочек не потребуется: инструменты быстро крепятся консольно на хвостовиках осей валиков. Для этого в них предусмотрены осевые отверстия с резьбой MB, а снаружи — шпонки для передачи вращения. Там же крепятся на резьбовых оправках и дисковые ножи. Если требуется отрезать полоску шириной более 35 мм, используют удлиненную оправку, которая отдалит ножи от стойки на большее расстояние.
Источник
Процесс изготовления: пошаговая инструкция
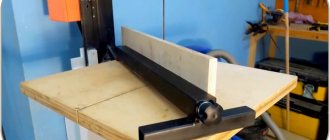
Разметка места крепления пилы к столу
Разметка и крепление ребер жесткости
Столешница под циркулярную пилу в готовом виде
Чтобы сделать качественное сооружение необходимо соблюдать некоторые советы. Процесс состоит из нескольких шагов, представленных в таблице.
| Шаги | Описание |
| 1 | Брусок со всех сторон следует подровнять при помощи рубанка. Затем из него собирается каркас будущего стола. В каждой из сторон столешницы нужно просверлить несколько отверстий по 5 мм. Дополнительно по одному сквозному выполняется для ножек изделия. |
| 2 | В царгах выполняются по несколько отверстий аналогичного диаметра. В ножках выполняют по одному сквозному. Диаметр остается прежний, 5 мм. |
| 3 | Приступайте к установке шкантов в столешницу. Перед этим они покрываются столярным клеем. Сверху помещают ножки и царги. При наличии струбцин со стяжками изделие следует крепить при помощи их. Когда клей полностью просохнет нужно скрепить царги и ножки, используя специальные крепежи из металла. Дополнительно следует стянуть саморезами. Добавить сооружению надежности и прочности можно, воспользовавшись уголками. Они станут элементом дополнительного крепления, придадут изделию устойчивости. Для короткой стороны достаточно 2 штук, а для длинной подойдут 3. |
| 4 | Следующий шаг предполагает закрепление пилы на изделии с внутренней стороны. Есть несколько методов осуществить задачу. Для закрепления подойдут болты М4 или бруски с саморезами. Первый случай отличается быстротой и надежностью. Второй метод не предполагает дополнительных отверстий, что избавляет от необходимости сверления. Нужно проделать выпил в брусках, ширина которого равна габаритам площадки пилы. Далее саморезы и бруски с обеих сторон скрепляют оборудование и столешницу |
| 5 | После установки пилы понадобится еще брусок большего размера. Его, используя саморезы, закрепляют на основании конструкции. Прикручивание осуществляется на отметках, сделанных при выставлении платформы в ровное положение. Указанные манипуляции помогут, снимая пилу, возвращать ее обычно быстро без поиска разметок |
| 6 | Диск пилы устанавливается на положенное место. Основа пропиливается для получения продольного отверстия. Затем изделие нужно перевернуть |
| 7 | Затем начинают изготовление параллельного упора. От фанеры отпиливаются две полоски. Их длина должна совпадать с шириной стола. В среднем эти габариты равны 10 см. Углы следует скруглить |
| 8 | Полученные полосы шлифуются. Их нужно скрепить под углом саморезами. Внутрь следует прикрутить уголок из металла |
| 9 | Если нужно закрепить на основе упор и сооружение будет использоваться часто, следует прикрепить направляющую так, чтобы она находилась перпендикулярно диску. Прикрепите ролик на нижней части. Это позволит ему двигаться. |
Крепление ножек к столу
Крепление пилы к столешнице
Фиксирование пусковой кнопки
Конструкция выполнена и готова к использованию
При выполнении описанных манипуляций важно помнить о соблюдении мер безопасности. Касается и любых манипуляций с дисковой пилой. Регулярно проверяйте положение стола и его крепость
Конструкция должна быть устойчивой, без расшатывания
Регулярно проверяйте положение стола и его крепость. Конструкция должна быть устойчивой, без расшатывания.
Пример изготовленного рабочего стола для циркулярной пилы
Вариант стола для ручной циркулярной пилы с механизмом подъема
Сначала убедитесь в надежном закреплении пилы, только потом включайте ее. Нельзя держать материал распила руками. Это поможет избежать попадания древесины в лицо, когда начнут отскакивать сучки. Дополнительно рекомендуется при работе использовать специальные защитные очки.
Для безопасности обязательно используйте защитные очки
Указанные простые советы помогут избежать травматизма на рабочем месте.
Методы и технологии изготовления прокатного станка своими руками
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Состав узлов и особенности их изготовления
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Назначение циркулярной пилы
Перед тем, как приступить к сборке станка, нужно четко определить его предназначение. Для заготовки дров и простого распила больших кусков древесины хватит крепко закрепленного стола с прорезью для пилы. Данный вид распространен в деревнях и сельских местностях, станки не отличаются безопасностью и повышенным функционалом.
Для выполнения более разнообразного Spectra столярных работ понадобится лучший вариант. Циркулярка должна быть оборудована координатным столом со специальными направляющими, это позволяет менять градус. Изготовка изделий малого размера требует повышенной безопасности. Устанавливается регулировка скорости, предусматривается смена дисков.
Пильный диск
Конструкция изготовленной циркулярки своими руками должна содержать пильный диск. Рабочая поверхность диска устанавливается на треть от общего диаметра. Например при диаметре 210 мм, диск должен выступать от стола на 70 мм. Детали с большей толщиной потребуют мощного двигателя, от 1 кВт. Миниатюрная циркулярная пила не справится с такими задачами.
Раскалывающий нож, установленный на некоторых моделях служит для предотвращения замыканий и заклиниванию при работе. Располагается сзади на несколько миллиметров от зубьев пильного диска. Устройство может понадобиться и при изготовлении циркулярки своими руками.
Sources:
https://mastichi.ru/instrumenty/kak-sdelat-val-dlya-cirkulyarki-svoimi-rukami https://krrot.net/diskovaya-pila/ https://stankiexpert.ru/stanki/stanki-dlya-rezki/cirkulyarka-svoimi-rukami.html
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Выбор и обоснование конструктивной схемы станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Источник
Что потребуется и в какую цену обойдется изготовление
Потребуется разметочный инструмент: плотницкий уголок, рулетка, уровень, возможно штангенциркуль.
Инструмент для нарезки заготовок по размеру может быть разным. Для металла: обезьянка с отрезным кругом или ручная пилка по металлу, газовый резак или электросварка. Для мягких материалов: ручная ножовка или лучковая пила, циркулярка, электролобзик, сабельная пила.
Цену изготовления назвать невозможно. Если у мастера уже есть материал и крепеж и он делает все сам, изготовление может ничего не стоить в деньгах. Только время и труд. Если приходится покупать материал, сумма зависит от того, какой материал, сколько, по какой цене, приходится ли платить, например, сварщику или нет.
Поэтому цена изготовления может быть от 0,0 руб. до 3-7 тысяч руб. и даже 20 тыс. и более, если делается сложный станок с салазками, винтовыми регулировками и т.д.
Стоимость самой ручной циркулярки при этом не учитывается. Она рассматривается как самодостаточный инструмент, которым можно эффективно работать и без стационарного варианта.
ПРОКАТНЫЙ СТАН… НА СТОЛЕ
Постоянным читателям нашего журнала и зрителям телевизионной передачи «Это вы можете» знакомо имя умельца из подмосковного города Троицка Юрия Михайловича Орлова. Разработанные и сделанные им станки и приспособления отличаются продуманностью конструкции, надежностью в работе и широкими возможностями, присущими универсальному инструменту. Всем этим требованиям отвечают предлагаемые вашему вниманию настольные прокатные вальцы.
Настольные вальцы внешне напоминают двухвалковую клеть прокатного стана. Отличаются они от своего заводского собрата не только размерами, но и возможностями — за счет установки сменных инструментов. С помощью цилиндрических валиков с фасонными канавками можно получать проволоку самых разнообразных сечений: круглую, треугольную, квадратную, ромбовидную. Валиками с симметрично расположенными гребнем и пазом удобно рихтовать (накатывать ребра жесткости) металлические пластинчатые детали. А установив вместо них два стальных диска с заточенными коническими кромками, легко разрезать листовые материалы — от бумаги до нержавейки толщиной 0,5 мм. Даже зубчатые колеса механизма привода валиков используют для формования волнообразных деталей: проволочных зигзагов или гофрированных пластин. Свернуть проволочное кольцо или цилиндрическую гильзу на этом станочке также не составит труда: достаточно иметь пару цилиндрических валиков соответствующих диаметров и при прокатке поджимать заготовку клином к одному из них.
Во вращение валики приводятся ручкой, надеваемой на квадратный хвостовик нижнего валика. Верхнему вращение передается с помощью зубчатой передачи. Это не только делает работу валиков более эффективной, но и позволяет использовать конструкцию для резки листового металла с помощью насаженных на их оси дисковых ножей.
Рис. 1. Устройство универсальных прокатных вальцов:
1 — шестерня регулятора (m =1, Z = 50), 2 — шестерня резьбоного упора (m = 1, Z = 50), 3 — болт М10 (4 шт.), 4 — верхняя плита, 5 — сменный инструмент: фасонные валики, дисковые ножи, 6 — подшипник скольжения (бронза), 7 — стойка (сталь 20), 8 — винт М10 (4 шт.), 9 — верхний валик (сталь 40Х), 10 — основание (сталь 20), 11 — нижний валик (сталь 40Х), 12 — шестерня валика (сталь 40Х, m = 2, Z = 25), 13 — втулка, 14 — пружина, 15 — ползун верхнего валика (сталь 20), 16 — резьбовой упор (сталь 40Х), 17 — ось шестерни регулятора, 18 — ручка регулятора, 19 — рукоятка, 20 — винт М8, 21 — рукоятки, 22 — ручка вальцов.
Рис. 2. Дополнительный сменный ииструмент вальцев:
1 — фасонные валики, 2 — дисковые ножи, 3 — зубчатые валики, 4 — набор для свертывания заготовки в кольцо (цилиндр), 5 — валики для рихтовки.
Источник
Преимущества переносной пилы
Ручная циркулярная пила
Есть несколько очень важных технических характеристик, благодаря которым этот инструмент рекомендуется использовать в таких целях.
- На пилу можно устанавливать диск с внешним диаметром 350 мм, что позволяет резать пиломатериалы толщиной 70–85 мм. На станке эта глубина немного уменьшается, можно разрезать доски толщиной 60–75 мм. Этого вполне достаточно для большинства домашних поделок из дерева – от сложной мебели до простых игрушек.
- Мощность двигателя не менее 2 кВт, он выдерживает значительные нагрузки, а специальная эффективная принудительная вентиляция быстро отводит тепло, что дает возможность механизмам работать длительный период времени с нормальными тепловыми режимами.
- Скорость вращения вала пилы соответствует существующим требованиям к деревообрабатывающим режущим инструментам. Это позволяет получать отличное качество пропила и соблюдать правила техники безопасности.
- Ручную пилу можно фиксировать к столу таким образом, что при необходимости она быстро снимается и используется в обычном режиме. При этом все начальные технические характеристики полностью сохраняются.
Дополнительные насадки для контроля точности распила облегчают работу с дисковой пилой
Ручная циркулярная мини-пила Bosch PKS 16 Multi — легкий и компактный инструмент
Сетевая дисковая циркулярная мини-пила Rockwell RK3440K с лазерной указкой
В связи с такими преимуществами переносных пил, сомнительные варианты изготовления стационарных циркулярных станков рассматривать не будем, а остановимся только на этом.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.
Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.
Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.
Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Из дрели
Это не самый лучший вариант миниатюрной циркулярной пилы в плане выносливости и надежности. Если использовать ручную дрель без внесения дополнительных изменений в конструкцию, то можно предложить два варианта циркулярной пилы из дрели. Первый вариант будет использовать зажимной патрон, без каких бы то ни было изменений – полотно диска при этом необходимо будет насаживаться на болт и зажиматься в сверлильном патроне. Второй вариант будет заключаться в том, что сверлильный патрон будет необходимо снять и использовать шпиндель для крепления пилы. Но как бы там ни было, ручная дрель предназначена для краткосрочного режима работы, производители рекомендуют непрерывно использовать ее всего 2-3 минуты, после чего делать не меньше 5-7 минут перерыв. Этот инструмент рассчитан на работу со сверлами максимальным диаметром 10-13 мм, поэтому использовать циркулярный пильный диск диаметром даже 125 мм на такой пиле будет вряд ли разумно.
Прокатные станы – основные виды и конструкция
Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
Прокатный стан для производства профнастила
Описание вальцов
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:
Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Переходник на вал электродвигателя из болта
Многие дачники и владельцы частных домов сталкивались с необходимостью обработки и распиливания досок, фанеры и других пиломатериалов.
Для такой работы потребуется циркулярка, выполнить которую из подручных средств не составит труда.
Такое самодельное оборудование не будет уступать покупному в функциональности и качестве исполнения, позволив сэкономить несколько десятков тысяч рублей на приобретении уже готовых агрегатов.
Описание оборудования
Изготовленные своими руками циркулярные пилы могут быть стационарными или переносными.
Конструкция простейшей циркулярки будет включать металлическую или деревянную несущую раму, внутри которой закреплены электромотор, блок управления подачей электричества, столешница и сама рабочая пила, которая насажена на вал циркулярки или установлена через шестерёнки и цапфовый механизм. Пила располагается в прорези в столешнице, что позволяет с легкостью разрезать пиломатериалы, выполняя качественную обработку древесины.
Стол-столешницу можно выполнить из пиломатериалов или использовать для этого уже готовые металлические заготовки.
Из древесины изготавливаются ровные станковые столы, сверху такую столешницу нужно будет покрыть прочным металлическим листом.
В противном случае без металлической защиты дерево начнет быстро изнашиваться, а оборудование при активной эксплуатации прослужит несколько лет, после чего потребуется сложный и дорогостоящий ремонт.
В первую очередь необходимо определиться с основными задачами распиловочного станка. Если требуется распиливать доски или дрова на зиму, то достаточно будет простейшей установки из крепкого стола с прорезью для диска.
Отдельные модели подразумевают наличие дополнительного вала, к которому крепятся ножи, фуганок и рубанок.
Такие универсальные станки оснащаются мощными электродвигателями, что позволяет выполнять широкий спектр работ по обработке древесины.
Изготавливая многофункциональный станок, необходимо руководствоваться качественными схемами-чертежами, которые позволят выполнить универсальное и надежное оборудование.
Если требуется выполнять различного рода столярные работы, то обустраивают координатный стол с направляющими. Имеющиеся ограничители и направляющие могут фиксироваться под различными углами, что позволяет не только обеспечить безопасность работы на станке, но и выполнять качественную обработку древесины, с легкостью меняя диски на пилы различного диаметра.
Преимущества самодельной техники
Большой популярностью самодельные циркулярки пользуются за счёт простоты своего изготовления, долговечности и надежности. Сегодня многие дачники используют самодельные агрегаты, а не покупают дорогую технику в специализированных магазинах.
К основным преимуществам такой техники можно отнести следующее:
- Универсальность инструмента.
- Простота его изготовления.
- Возможность существенной экономии.
- Надежность и долговечность оборудования.
Имеющиеся в интернете и тематических печатных изданиях схемы исполнения стационарных и мобильных циркулярок позволяют изготовить технику для обработки как тонких заготовок, так и толстых пиломатериалов. Можно подобрать простейшие варианты, которые отлично справляются с обработкой вагонки, тонких ламелей и фанеры.
Характеристики и мощность
Именно от правильности выбора параметров, в том числе показателей оборотов и мощности привода, будет зависеть функциональность использования техники.
На показатель мощности влияет максимально допустимый диаметр зубчатой пилы. Считается, что для обработки пиломатериалов с толщиной около 10 миллиметров потребуется электромотор мощностью в 1 кВт.
Исходя из толщины обрабатываемых и распиливаемых пиломатериалов и следует выбирать мощность электромотора.
Передачу от привода в самостоятельно изготовленной циркулярке лучше всего выполнять клиноременной. Это позволяет обеспечить необходимую безопасность использования техники. Клиноременная передача при попадании под пилу посторонних предметов будет проскальзывать на шкивах, что исключает травматизм и заклинивание рабочего диска.
Изготовление циркулярки
Перед тем как приступать непосредственно к изготовлению циркулярного станка необходимо продумать его устройство и конструкцию, а в идеале подобрать схему-чертёж, по которой в последующем будут выполняться все работы.
Планируя изготовления станины, необходимо помнить о том, что такая конструкция должна быть устойчивой и надежной. Для производственных мощных пил основание выполняется из усиленной сваренной металлоконструкции.
Для бытовых моделей можно использовать для станины деревянные бруски с фанерой или сварить основание из металлического уголка.
Выбор используемого электромотора будет зависеть от того, какие работы и какую древесину планируется обрабатывать на станке. Привод может работать от однофазной электросети либо применяются мощные промышленные моторы, которые работают от трехфазной электрической сети.
Сделать мощную и простую в использовании циркулярку можно из мотора от стиральной машины. Это не составит особой сложности. Такие двигатели имеют компактные размеры, работают от однофазной сети с напряжением 220 вольт, отличаются надежностью и способны работать на высоких оборотах.
Как сделать циркулярку, соблюдая баланс между экономией, функциональностью и безопасностью
Рассмотрим основные узлы, из которых состоит домашняя циркулярная пила. Изготовить их самостоятельно можно, но при наличии определенных навыков и инструмента.
Станина для циркулярки
Каркас можно изготовить из металлического уголка (швеллера), купленного у сборщиков металлолома. Если вы располагаете средствами – обратитесь на склад металлопроката. Ножки допустимо делать из старых водопроводных труб, соединив их уголками.
Хороший вариант самодельной станины из металлопроката
ВАЖНО! Использование болтовых соединений запрещено, поскольку из-за вибрации такое крепление раскрутится.
Необходимо использовать электросварку. Обязательно усильте угловые соединения укосиной. Верхнюю часть станины (на которую будет опираться стол) и подиум для электромотора делают из уголка со стороной не меньше 50 мм.
Если станок оснащен колесами для передвижения – они должны быть со стальными ободами и иметь фиксаторы. Чем выше масса станины – тем устойчивей будет станок, и тем безопаснее будет работа.
Из чего сделать стол для циркулярной пилы?
Рабочая поверхность изготавливается из стального, дюралевого или силуминового листа. Допустимо применять текстолит, оргстекло или влагостойкую фанеру. Поверх фанеры набивается оцинкованная жесть.
Главное условие – материал не должен трескаться от вибраций, иметь гладкую поверхность и не допускать прогибов под весом не менее 50 кг. Если столешница треснет или перекосится – диск циркулярки заклинит.
Универсальный самодельный стол для циркулярной пилы и фрезера. Рекомендую это видео к просмотру
Это приведет к травмам и порче заготовки. Использование популярных материалов OSB и ДСП нежелательно. Эти материалы неустойчивы к вибрациям, и могут разрушиться в самый ответственный момент.
Есть два варианта изготовления рабочего паза для циркулярного диска:
- Можно пропилить паз.
- или разместить две половинки столешницы на расстоянии друг от друга.
Популярное: Самостоятельная заточка циркулярных пил – задача, вполне осуществимая для домашнего мастера.
Диск должен выступать над столом не более чем на 1/3 от диаметра.
Для любых работ, от пиления дров до столярных – необходим надежный боковой упор. Это может быть металлический уголок или брусок из твердого дерева. Для регулировки рабочего зазора можно предусмотреть параллельные пазы на столешнице или просто крепить упор при помощи струбцин.
Боковой упор должен быть параллелен плоскости диска. Малейшее отклонение приведет к его заклиниванию.
Какой выбрать двигатель для циркулярной пилы?
Устанавливать электродвигатель «на глазок» нельзя. Необходимо рассчитать мощность. Для диска диаметром 350 мм необходим мотор 1 кВт, для диаметра 170 мм хватит и 500 Вт.
Хороший вариант – мотор от старой стиральной машины.
Двигатель от стиральной машины
Он рассчитан на продолжительную работу со средней нагрузкой. Если предполагается работа с диском более 350 мм – можно использовать силовую установку от б/у промышленной вентиляции.
Крупные электромоторы, как правило, устанавливаются на демпферы (амортизаторы), которые предотвращают лишние вибрации.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
Сортовой прокатный стан, где получают изделия сложной формы и с достаточно точными геометрическими параметрами, включает в себя сразу несколько клетей, через которые прокат проходит последовательно в процессе своей обработки.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
Устройство прокатного стана
Материалы для изготовления
Для изготовления пилы, вам понадобятся:
- мощный электродвигатель на 220 В со шкивом и ремнем;
- диск от циркулярной пилы;
- шток от автомобильного амортизатора;
- два подшипника 6004;
- два стопорных кольца 5/8 дюйма;
- металлические трубы;
- шкив ø90 мм;
- болгарка;
- сварочный аппарат;
- молоток;
- рулетка;
- деревянный брус;
- тиски;
- гайки, шайбы, саморезы;
- баллончик с краской.
Собираем дисковую пилу
Одеваем шкив на втулку и затягиваем крепежные винты.
На вторую сторону вала подсоединяем пилу в такой последовательности: гайка – прижимная шайба – диск пилы – центрирующая шайба – прижимная шайба – гайка, и хорошо все затягиваем.
Прикручиваем саморезами ножки вала к деревянному брусу.
Устанавливаем электродвигатель так, чтобы его шкив и шкив пилы находились в одной плоскости и одеваем ремень. Наша дисковая пила готова. Остается только включить электропитание и убедиться, что все сделано правильно.
Делаем вал дисковой пилы
Надеваем подшипники на шток амортизатора. Если подшипники надеваются туго, подбиваем их насадкой из трубы.
Зажимаем подшипники вместе со штоком в тисках. Конец штока без резьбы вставляем в патрон дрели.
Намечаем места стопорных колец (в примере длина вала – 16 см). Включив дрель, болгаркой прорезаем пазы под стопорные кольца.
Лишнюю часть штока отрезаем и все аккуратно зашлифовываем.
От металлической трубы, внутренний диаметр которой чуть меньше наружного диаметра подшипников, отрезаем кусок 16 см.
Внутренний диаметр по краям трубы расшлифовываем под подшипники.
Вставляем шток и подшипники в трубу, фиксируя их с двух сторон стопорными кольцами.
Из листового металла вырезаем две ножки для вала размером 25х6 см и привариваем их по краям корпуса из трубы. Места сварки зачищаем.
Из металлической трубы подходящего диаметра делаем переходник, компенсирующий разницу между диаметром вала и внутренним диаметром шкива.
Привариваем его к валу и зашлифовываем края.
В ножках вала просверливаем четыре крепежных отверстия.
Красим вал краской из баллончика, предварительно замотав скотчем шток амортизатора.
READ Сделать циркулярку из дрели своими руками
ИБ2222 Настройка машины для гибки конических обечаек
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 – 30°
- ИБ2220, ИБ2216, ИБ2222 – 20°
- ИБ2219 – 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки – валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы – Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка – 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера – №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата – 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы – 36х60, Rmin = 400 мм
Типы вальцов
Станки бывают нескольких видов:
- Вальцы ручные – это наиболее удобное и практичное приспособление для деформации материалов. Сложностей в работе с устройством не возникает, кроме того, такие станки не нуждаются в подключении в сеть. На основной станине закреплены струбцины и подающие вальцы, работающие с цепной передачей.
Вальцы профильные, имеющие ручной привод наиболее часто используются для единичного производства, а не для поточного. Такие приборы выделяет целый ряд преимуществ:
- долговечность, надежность конструкции и простота работы с ней;
- небольшие размеры вальцовочного станка, за счет этого он занимает мало места;
- простая регулировка нижнего и заднего вращающихся валов;
- верхний вал снимается;
- низкая цена станка.
Вальцы ювелирные ручные широко используются ювелирами для выполнения прокатки и вальцовки плоских заготовок и проволоки из металла, для придания им нужной формы. В составе рабочих цилиндров ювелирных вальцов износостойкая углеродистая легированная сталь. Такие вальцы имеют порошковое покрытие, защищающее их от коррозии.
К работе с вальцами ручного приспособления нужно применять дополнительные усилия, так как ручные станки не работают от электричества и основным направляющим механизмом в них является специальная труба. Для обработки на таких станках сгодятся небольшие металлические изделия.
- Гидравлические вальцы — гидроприводные станки отличаются высокой мощностью. Вальцовочный станок оценен профессионалами, как наиболее качественный и высокопроизводительный агрегат. Однако он довольно увесистый, и установив его один раз, вряд ли получится самостоятельно перемещать станок с места на место без посторонней помощи.
- Электрические вальцовочные станки имеют наибольшую производительность за счет работы электрического мотора, который позволяет быстро деформировать трубу между вальцами. Принцип работы данной модели напоминает ручной, однако здесь присутствует мотор. Такое оборудование часто используется в промышленном производстве и имеет множество положительных отзывов от потребителей. Единственный минус – это завышенная цена электромеханического оборудования.
Вальцовочные станки в домашней мастерской или гараже должны быть:
- мобильными. Такой станок должен быть легким по весу для простоты перемещения;
- занимающими немного места;
- маломощными и экономящими электроэнергию. Станок на 20 кВт делает свою работу очень быстро, однако потребляет при этом огромное количество энергии. Его работу попросту может не выдержать проводка в доме. Как вариант в домашних условиях можно использовать вальцы мощностью до 1500 Ватт, а также ручные.
Если вам, по тем или иным причинам, не подходит ни один из перечисленных выше вариантов вальцовочных станков, то вы также можете изготовить вальцы своими руками, ведь мало какой серьезный ремонт может обойтись без этого станка.