Металлопрокат в виде профильной трубы повсеместно используются в частном домостроении. Его часто приходится изгибать при изготовлении различных конструкций. Для этого профессионалы применяют трубогиб для профильной трубы различного сечения. Рассмотрим специальное приспособление более подробно и узнаем его применение, классификацию, конструктивные особенности, существующие разновидности, их достоинства.
Устройство для изгиба трубного профильного изделия Источник hobbywork.ru
Трубогиб стационарный: пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Ооо артголд (уфа) — оборудование для художественной ковки — ковка, сварка, кузнечное дело
Главная страница » Компании » ООО Артголд (Уфа) – оборудование для художественной ковки
Компания “Артголд” предоставляет широкий спектр креативных решений для интерьера и экстерьера. Также предприятие выпускает и продает оборудование для художественной ковки. Производство станков осуществляется на сертифицированных, качественных и современных установках. При изготовлении машин учитываются все требования и пожелания клиента.
Кузнечное оборудование позволяет создавать разнообразные кованые изделия. Производительность и точность машин гарантирует реализацию сложных и крупных проектов. Заказчики компании расположены во всех регионах России, а также в странах СНГ. Доставка выполняется транспортной компанией.
ООО “Артголд” расположено по адресу:
- Уфа, ул. Кировоградская, 33, зал 1, отдел 52 Б.
- Октябрьский , ул.Островского 6 /Б ,2 этаж ,ТЦ “Орбита”.
- Телефоны в Уфе – единая справочная; 8 (987) 254-74-73 – Лия; – Андрей.
- E-mail –;
- Сайт – https://artgold3d.ru/.
- Станки для художественной ковки:
- Гусиная лапка и улитка с электроприводом.
- Ручной станок для изготовления корзинок.
- Станки для художественной ковки: гусиная лапка, улитка, твистер, трубогиб.
- Станок гусиная лапка с электроприводом.
- Станок для ковки гусиная лапка и усиление профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для ковки гусиная лапка, ручной.
- Станок для ковки улитка с электроприводом на 220/ 380.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20, электрический.
- Станок для проката хомутов, для закрытия сварочных швов.
- Станок для прокатки профильной трубы на холодную от 10*10 до 25*25.
- Станок для прокатки профильной трубы на холодную, профиль 10.15.20.
- Станок для холодной ковки: улитка, твистор, трубогиб, корзинка.
- Трубогиб для профильной трубы с домкратом 40*40.
- Трубогиб для профильной трубы с электроприводом на 220/380.
- Slava для проката трубы по плоскости шарами 10*10; 15*15; 20*20; 40*20, электрический.
Компания в разделе(ах) предлагающих:
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Профилегибочные станки с гидравлическим приводом
Профилегибочные механизмы с гидравликой позволяют эффективно изгибать трубный сортамент, отличающийся сложными профилями. При использовании такого оборудования специалист прикладывает минимальные физические усилия, потому что основные действия выполняет гидравлическая система.
Гибочное устройство с гидравликой для профтруб – это более совершенный механизм, чем ручной профилегиб. Оборудование оснащается волками для горизонтальной и вертикальной прокатки заготовок. Это позволяет за одну операцию изогнуть прокат в нескольких направлениях под различными необходимыми углами и требуемых радиусов.
Стандартный станок с гидравликой для изгиба профильных труб комплектуется вальцами в количестве 3 штук. Один из них является прижимным, а два других – это приводные ролики. Для их изготовления производители используют прочную легированную сталь. По этой причине ролики нечасто приходится менять на новые вальцы. При необходимости они без труда снимаются с гидравлического станка, что позволяет быстро выполнить сервисные работы.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
Обкатка
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
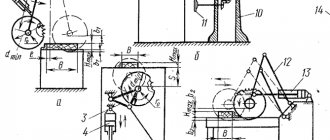
Чертежи обкаточного трубогиба
Намотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
Схема трубогиба, работающего по принципу намотки
Арбалетные трубогибы
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Прокатка, или вальцовка
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.
Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Электрические профилегибы
Оборудование для гибки профтруб производители также оснащают электрическим приводом. Такой станок для профильной трубы – это профессиональное устройство, позволяющее изогнуть заготовку максимально точно в соответствии с заданными размерами. Электрический профилегиб используется специализированными компаниями для серийного изготовления гнутых деталей металлоконструкций. Его настраиваемые ролики предназначены для изгиба металлических изделий, которые могут быть произведены из различной стали, меди, алюминиевых сплавов и так далее.
При изготовлении электрических трубогибов используется высококачественная сталь. Из неё изготавливаются прокатные вальцы. Они отличаются большой износостойкостью. Поэтому их не приходится часто менять на новые детали.
Электрические трубогибы для профтруб – это не мобильные устройства. Они представляют собой стационарное оборудование. Для их работы требуется постоянное подключение к электрической сети. Такие станки устанавливаются в производственных цехах, на кузнечных предприятиях.
Как соорудить гидравлический трубогиб
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:
- гидроцилиндр;
- упоры;
- нагнетатель.
Кроме того, нужно также выделить:
- Домкрат, который способен выдерживать нагрузки до 5 тонн.
- Ролики в числе 2-3 штук.
- Швеллер — 3-4 мм.
- Толстые пластины.
Принцип применения такого инструмента возлагается на то, что нужно установить профилированную трубу в башмак. Домкратом устанавливается требующийся радиус изгиба. При накачивании домкрата происходит поднятие штока, давящий на ролик. После установления угла изгиба, можно извлекать трубу. Такой вариант гибочного приспособления актуален, когда требуется изгиб трубы в одном месте, к примеру, при обустройстве системы отопления.
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.
На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.
Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб
При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол. Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Видео описание
Работа электрического стационарного профилегиба показана в следующем видео:
Одним из основных преимуществ электрических профилегибов являются минимальные физические усилия мастера даже во время выполнения большого объёма работы. Исключением может лишь являться установка заготовок и приём изогнутых деталей.
Трубогибы с электрическим приводом позволяют изготавливать гнутую металлопродукцию, отличающуюся высоким классом исполнения. Производители выпускают модели, в которых угол изгиба настраивается ручным способом или посредством специальных программ. Второй вариант оборудования комплектуется выносным или встроенным дисплеем. Он предназначен для осуществления контроля проводимых операций на электропрофилегибе.
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- https://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- https://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- https://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Конструкция прокатного станка самодельного типа
Для прокатывания профильной трубы нужно изготовить простейшее устройство, в котором будут реализованы следующие идеи:
- труба перемещается между направляющими подшипниками, установленными с небольшим зазором (0,2…0,4 мм);
- сверху и снизу на нее будут давить профилирующие ролики. При проталкивании заготовки между ними будет происходить смятие верхней и нижней граней. Боковые грани изменяться не будут.
Прокатный станок для профилирования трубы 20·20 мм: 1 – стойка; 2 – корпус-крышка; 3 – прокатывающий ролик; 4 – подшипник
Между верхним и нижним корпусами-крышками 2 на специальных осях располагаются подшипники 4. Расстояние подобрано так, что с небольшим зазором профильная труба может проходить между ними.
Прокат производят два ролика 3, установленные на специальных стойках 1. Их приваривают к корпусам так, чтобы ролики сминали трубу на 2,0…2,5 мм с каждой стороны.
Корпус-крышка изготавливаются из пластины толщиной 6 мм
Ролик требуется изготавливать из конструкционных сталей повышенной прочности. Можно применять пружинную сталь 65Г
Для изготовления стойки не требуется использовать дорогостоящий материал. Подойдет сталь обычного качества
В конструкции предусматривается использование рукоятки для вращения ролика. Подобные ручки применяют на стиральных машинах, выпускаемых в восьмидесятые-девяностые годы прошлого века. Их можно найти на металлобазах и местах сбора металлолома.
Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
Ручные инструменты для гибки профилей могут быть как механическими, так и с гидравликой. Но обе разновидности моделей отличаются легкостью в эксплуатации, умеренной стоимостью и надежностью.
Stalex HTR-40
Универсальный трубогиб для стальных профилей с регулируемыми вальцами позволяет прокатывать заготовки с диаметром 15-40 мм и толщиной стенок 1,5 мм. В процессе радиус гибки можно быстро и легко менять. Ручной станок оборудован гидравликой с грузоподъемностью 2 т, есть возвратные пружины, приводящие прижимной ролик обратно в верхнее положение без усилий со стороны пользователя.
Компактный и мощный трубогиб подходит для выполнения перил, навесов, козырьков и других конструкций, в которых используют профильные трубы. Поскольку в действие станок приводится ручным способом, применять его можно в любом месте вне зависимости от наличия электричества.
Приобрести трубогиб HTR-40 можно от 16000 рублей
Proma KO-200
Станок предназначен для холодной гибки стальных прутьев, профильных труб и металлических полос, работает с материалами средней твердости. Оснащен широким основанием для придания большей устойчивости, также может быть закреплен на верстаке при помощи четырех отверстий. Обладает малым весом и небольшими габаритами, за счет чего легко поддается транспортировке. Подходит для обработки квадратных и круглых труб, максимальный угол изгиба составляет 200°.
Купить профильный трубогиб Proma можно от 13000 рублей
Stalex TR-60
Ручной трубогиб с удлиненным рабочим рычагом позволяет легко придавать нужный изгиб металлическим заготовкам с приложением минимального усилия. На корпусе предусмотрена линейка для контроля радиуса деформации, станок работает с квадратными и круглыми трубами 15-38 мм. Выполнен из стали с порошковым покрытием, подходит для стационарной и настольной установки.
Важно! Минусом модели можно считать отсутствие роликов для работы с профильными трубами в комплекте. Однако их можно докупить отдельно. Средняя цена Stalex TR-60 стартует от 16000 рублей
Blacksmith MTB10-40
Ручной трубогиб без электрического привода и гидравлики, тем не менее, отличается простотой и надежностью. Станок оснащен тремя роликами — между ними нужно зажать заготовку и крутить ручку для аккуратного сгиба трубы. Угол регулируется при помощи верхнего валика, его прижимают сильнее или слабее.
Усилия от пользователя требуются минимальные, бюджетный станок очень функционален и удобен в применении. Единственный минус — то, что при отсутствии опыта с контролем угла сгибания могут возникнуть сложности.
Средняя стоимость MTB10-40 стартует от 14000 рублей
Smart & Solid BendMax-300
Ручной профильный сгибатель предназначен для работы с трубами 50/30/2 мм. Станок выполнен из прочной стали с двуслойным цинковым покрытием, надежно защищен от коррозии. Среди преимуществ можно перечислить надежность, качественную сборку и простоту эксплуатации. Применять инструмент можно как в домашних условиях, так и в небольших мастерских.
Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Видео описание
Особенности работы гидравлического трубогиба смотрите в видео
Гидравлические профилегибы тоже оснащается тремя проточками, но они позволяют работать с трубами большего сечения. Его максимальные размеры могут составлять 60*30 мм. При этом большинство моделей способны изгибать квадратные трубы, у которых максимальный размер сечения равен 40*40 мм. Гидравлический станок для гибки профилированной трубы также позволяет гнуть прутки, полосы и круглый трубопрокат.
Повышает удобство использования трубогибного оборудования с гидравликой наличие тормозного устройства двигателя. Оно позволяет остановить работу машины, если необходимо выполнить корректировку. После этого процесс можно продолжить дальше при использовании той же заготовки. К тому же станки такого вида – это вариативные агрегаты. Другими словами, устройства могут представлять собой ручные, полуавтоматические и полностью автоматические приспособления для изгиба профторуб.
Как механизировать процесс
Поскольку гидропривод обладает наибольшей автономностью, то в большинстве случаев используют именно его. В качестве источника создаваемого давления в домашних условиях можно применить обычный гидравлический домкрат. Его устанавливают сверху подвижного ролика трубогиба и под оправкой. Перемещая ручку домкрата, создают необходимое давление сгиба.
Выбор типоразмера домкрата для трубогиба ведут в зависимости от предела пластичности материала заготовки:
- Для сталей типа Ст3, сталь 10 – 120…130 МПа;
- Для сталей типа Ст.5, сталь 20 – 130…150 МПа;
- Для латуней – 80…100 МПа;
- Для алюминия — 60…80 МПа.
При выборе типоразмера учитывают также ход штока, который не может быть менее 115….120 % от конечной высоты изогнутой трубы (во внимание принимается неизбежное пружинение)
Как сделать трубогиб с прижимным роликом?
Материал для основания такого трубогиба выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берется плотная фанера или лист металла.
Держатель для прижимного и центрального ролика (шаблона) можно сделать из металлической заготовки П-образной формы. Он должен свободно вращаться вокруг прикрепленного к основанию центрального ролика. К держателю крепится рычаг в виде длинной ручки, а на основание – упор.
Для небольших заготовок можно своими руками выполнить прижимной трубогиб на два разных радиуса изгиба. Для этого шаблон нужно сделать с закругленными углами, каждый из которых должен иметь свой радиус. Ручка такого инструмента должна иметь два отверстия, с помощью которых ее можно снимать и устанавливать на другое место.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже: